Design window helps avoid coupling failures during fracs
Operators can avoid failure of couplings during hydraulic fracturing by using a design window when designing a casing string.
Hydraulic fracturing treatments produce higher stress levels in couplings. These higher stresses can increase failures especially in steels with tensile strengths greater than 150,000 psi, such as P110 casing, that are susceptible to cracking caused by hydrogen embrittlement.
The injection of ambient-temperature fluids during hydraulic fracturing will also increase both the susceptibility to hydrogen embrittlement and the failure frequency.
Coupling failures
In recent years, operators have observed many casing coupling failures during hydraulic fracturing. Typically, these failures occur at pressures lower than those sustained by the couplings during previous casing-string hydrostatic pressure tests or previous hydraulic fracturing.
A typical morphology of the failure is a longitudinal split that extends partially or fully along the length of the coupling (Fig. 1).
This article describes such failures, discusses causes, and provides a design method to prevent this type of failure.
Coupling failures have occurred on all weights of 41⁄2 and 51⁄2-in. casing. Hydrogen embrittlement causes most of these failures.
Hydrogen embrittlement is a general term for a type of brittle fracture that includes sulfide stress cracking but also includes other cracking environments, specifically those without the presence of H2S.
Hydrogen embrittlement
A combination of three factors is necessary for hydrogen embrittlement to occur: stress, susceptible material, and a source of hydrogen.
In the present discussion, a combination of coupling makeup stress and internal pressure provide the stress. The source of hydrogen is the corrosion reaction between the coupling and either the injected fluids, produced fluids, or annular fluid.
P110 grade couplings have a maximum yield strength of 140,000 psi. Typically, P110's ultimate tensile strength at maximum yield is 155,000-165,000 psi.
Published papers dated as early as 1977 have noted that steels with tensile strengths greater than 150,000 psi are susceptible to hydrogen embrittlement in seawater.
Hydrogen embrittlement has several well known characteristics including spontaneous generation of a cracks (referred to as pop-in cracks) and delayed time to failure. Delayed time to failure is a phenomenon in which the failure occurs after removal of the load.
The potential for failure increases for higher stress, higher strength of material, lower pH, and lower temperatures such as caused by injected fluids.
Hydrogen embrittlement is statistical in nature. It does not always occur in every case but does occur in a predictable percentage of cases for any given set of conditions.
Material strength, temperature, corrosion rate (which is a function of temperature), and stress, both from internal pressure and from makeup, vary discontinuously along the length of a casing string. Failure will only occur when the combination of all three variables has reached critical levels.
Coupling stresses
Stresses in couplings are a function of the dimensions, doping practice, and degree of makeup. Published literature1 and the accompanying table list the hoop stress in API long thread and buttress thread couplings of nominal dimensions when made up to a nominal position.
One should note that the stress in the coupling increases with increasing pipe weight. This occurs because thicker pipe deforms less and transfers additional stress to the coupling.
API recognizes this by limiting the internal pressure of 51⁄2-in., 23 lb/ft LTC and 51⁄2 in, 20 lb/ft and 23 lb/ft BTC threads because of yielding of the coupling.
Internal pressure further increases the hoop stress in the coupling by about 4,000 psi for every 1,000 psi of internal pressure.
Dimensional tolerance on LTC pitch diameter is ±1 pitch for both the coupling thread and the pin thread. Dimensional tolerance on BTC pitch diameter is +1⁄2 pitch for the pin end and –1⁄2 pitch for the box end.
Dimensional mismatch could result in an increase from nominal stress level to as much as the stress from two additional turns of makeup for LTC (one turn for BTC). Hoop stress from this source could be as much as 50,000 psi. Similarly, over makeup of the connection would also increase the hoop stress.
The use of excess thread dope for makeup of the connection will increase markedly the coupling hoop stress.
Effectively, these factors result in stressing the couplings at the time of hydraulic fracturing to the actual yield of the material, which one should expect to be greater than the specified minimum yield strength of 110,000 psi for P110 grade. This stress level can cause hydrogen embrittlement if there is a sufficient source of hydrogen and material strength.
Source of hydrogen
A corrosion reaction is the typical source of the hydrogen causing hydrogen embrittlement. Corrosion in a system is partially a function of the environment. Environment for this discussion is water with a 7 pH.
One should recognize that oil-based muds frequently contain water and that electrical resistance is used to determine the mud stability.
The ability to measure a finite mud resistivity indicates that water has a continuous conductive path. If it did not, then the mud would have an infinite resistivity.
The continuous conductive water path is important because the existence of such a path indicates that corrosion can occur. Only slight, possibly not even measurable, corrosion can cause the generation of enough hydrogen to cause hydrogen embrittlement. Hydrogen embrittlement can and does occur in oil-based muds.
For more than 60 years, observations in both the laboratory and in practice have demonstrated hydrogen embrittlement. Particularly notable are studies of high-strength bolting in seawater in the late 1970s and early 1980s.2 3
High-strength bolting is similar to couplings in that both use threads to transfer loads along their length. One may consider a coupling as a double ended, hollow bolt.
The data developed in these studies are applicable to the problem of split couplings. These studies indicate that steels with ultimate tensile strengths greater than 150,000 psi are susceptible to hydrogen embrittlement.
Sufficient time is necessary for the corrosion reaction to generate enough hydrogen to embrittle the coupling. Many wells have experienced failures during hydraulic fracturing operations at pressures below the initial casing test pressure.
Water, and therefore, effectively all downhole environments, can cause hydrogen embrittlement if stress and material strength conditions are sufficient.
Acid-producing bacteria and decomposing organic material in annular fluids can lower the pH, which will increase the potential for failure.
Material
Grade P110 couplings have a specified yield strength range of 110,000-140,000 psi and are manufactured by the quench and temper process. Only the minimum ultimate tensile strength of 125,000 is specified. Pipe from the Q&T process typically has yield-to-ultimate-tensile ratios of 0.85-0.90.
With these ratios, the maximum ultimate tensile strength of P110 pipe is 155,000-165,000 psi. As noted previously, tests have shown that material of high strength is susceptible to hydrogen embrittlement in water when stressed to a sufficient level.
Design methodology
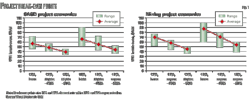
A method is available to assess the potential for coupling failure by splitting.4 It consists of modeling the coupling as a cylinder of nominal OD and critical wall thickness. Laboratory data provide the size of the pop-in crack.
Fig. 2 presents the results of the analysis for a 41⁄2-in., 13.50 lb/ft LTC coupling. Data from literature provided the fracture toughness of the coupling in pH 7 water. The analysis modeled the nominal dimensions and makeup position as the internal pressure necessary to create stress equal to the makeup stress.
Fig. 2 presents a series of solid points representing the minimum failure pressure and a series of open points representing the internal yield pressure (calculated by the API 5C3 equation) at 5,000 psi yield strength intervals.
The analysis involves the subtraction of the internal pressure, corresponding to the makeup stress contribution from both series.
The shaded trapezoid in the figure represents all possible stress states and yield strengths of the coupling. The allowable range for yield strength of P110 is 110,000-140,000 psi and the actual yield strength of a coupling may be anywhere in this range. Higher yield strength material will have a correspondingly higher internal yield pressure.
The internal yield pressure equation is based on yield strength, which is a ductile failure mechanism. The equation does not consider brittle failure mechanisms, such as hydrogen embrittlement. The minimum failure pressure equation considers the potential for both ductile and brittle failure mechanisms.
The noteworthy feature of Fig. 2 is that the minimum failure pressure falls below the stress state and yield strength of the coupling in the upper right portion of the shaded trapezoid. This indicates that failure of the coupling is possible in a water environment if the yield strength is at, or near, the upper specification limit of 140,000 psi and the internal pressure applied to the string exceeds, in this case, about 6,000 psi.
The split coupling shown in Fig. 1 failed under this set of conditions.
References
1. Schneider, W.P., "Casing and Tubing Connection Stresses," JPT, August 1982, pp. 1581-89.
2. Kanao, M., "Delayed Fracture of High-Strength Bolts," Technical subcommittee report, Society of Steel Construction of Japan, Transactions ISIJ, Vol. 22, 1982, pp. 462-77.
3. Fujita, T., and Yamada, Y., "Physical Metallurgy and SCC in High Strength Steels," Stress Corrosion Cracking and Hydrogen Embrittlement of Iron Base Alloys," NACE International, Houston, 1977, pp. 736-46.
4. Frick, J.P., and Schwind, B.E., "The Concept of the Design Window and Its Application to Casing and Tubing for Oil and Gas Production," Paper No. SPE 106608, SPE ATW-Strategies and Solutions for HP/HT Drilling and Completions, Nov. 1-2, 2006, Galveston, Tex.
The author

More Oil & Gas Journal Current Issue Articles
More Oil & Gas Journal Archives Issue Articles
View Oil and Gas Articles on PennEnergy.com