Permafrost Cement-1: New phosphate-based cement useful for drilling, completions in arctic
Permafrost Cement - 1
A new cement with very low permeability, very low thermal conductivity, and superior strength has been developed for use in cold regions.
It is a challenge to design a cement for very cold climates, capable of setting at subzero temperatures but featuring a low heat of formation to avoid thawing permafrost. This article reports the development and testing of a novel phosphate-based cement for drilling and completion applications in permafrost regions.
Part 1 presents a discussion of the concept behind the phosphate cement and its physical properties. The conclusion part reviews the formulation and testing of the cement with different additives such as ash, wollastonite, and extendospheres (silica spheres separated from fly ash), and in the presence of downhole gases.
The new cement is based on Argonne National Laboratories earlier invention of ceramicrete, a composition of magnesium oxide and monopotassium phosphate. When mixed with suitable additives such as ash, it forms a rapid-setting cement. It gives a pumping time of greater than 3 hr in subzero temperatures. Monopotassium phosphate lowers the freezing point of the slurry and prevents it from freezing during mixing, pumping, and setting.
Cement for permafrost
Conventional Portland cement concretes have difficulty setting and performing suitably in freezing environments for several reasons. Water in the cement slurry may freeze even before the cement sets. As a result, the ultimate strengths of these cements are only nominal. In a freeze-thaw environment, the pore fluids in the cement may affect the integrity of the set cement and a mismatch between expansion coefficients of the cement and aggregates may produce flaws in concrete.
Typically, salts such as CaCl2 or NaCl are added to API Class A, C, or G cements to lower their freezing point. This approach, however, has only limited success.1-3
Even high-alumina cements such as “ciment fondu” have exhibited some problems, especially when they are used in conjunction with Portland cement. They tend to flash set and also exhibit high permeability.3 Thus, novel cements are needed to facilitate drilling and completion operations in permafrost regions such as arctic oil fields.
Alaska Code 20 AAC 25.030 for casing and cementing requires protection against thaw subsidence and freeze back effects within permafrost. At least the first 1,500 ft of the depth in arctic regions are a subzero temperature. Cement used to stabilize borehole casings should therefore be sufficiently insulating to ensure that the permafrost structure does not melt during production of hot crude or gas.
Insulating cements may find market in other sectors also. For example, good insulating cements may play a key role in energy efficiency of buildings. Pipeline supports on permafrost ground also need insulating cement. This is because the heat from the hot crude flowing through the pipeline may be conducted through the support structures, thaw the supporting ground. and destabilize the support structures. These applications require superior insulating cements.
Thus, cements for permafrost regions should exhibit the following characteristics:
• Cement should be free of pores and voids to avoid any freeze-thaw deterioration.
• Thermal conductivity of the cement should be as low as possible.
• Cement should exhibit superior mechanical properties for load-bearing applications such as supports for pipelines and as construction materials in permafrost region.
• Cement should exhibit good bonding with casing steel and earth materials. It should also be self-bonding so that repair jobs are easier to carry out and less expensive.
• For oil field applications, in particular, the cement slurry should satisfy American Petroleum Institute specification 10 (API Spec. º10).4 The main requirement of API Spec 10 is that the slurry should provide at least 3 hr pumping time and once placed, the water fraction from the slurry should not freeze and the slurry should set as rapidly as possible.
This article presents an evaluation of novel phosphate cement, incorporating ceramicrete as the binder.
Phosphate cement concept
Argonne National Laboratory has been pursuing development of novel chemically bonded phosphate ceramics and cements for the last 12 years.5 One product, ceramicrete binder, developed at Argonne for stabilization of hazardous and radioactive waste streams, is finding wide-ranging applications in other cement applications.6
In this product, a mixture of magnesium oxide (MgO) and monopotassium phosphate (KH2PO4) is stirred in water. The resulting slurry sets into a hard ceramic within hours. Ceramicrete is very similar to conventional cement but sets much faster. The reaction between the binder components may be represented by as follows:
MgO + KH2PO4 + 5 H2O =
MgKPO4∙6H2O
Various admixtures may be added to this binder. These include fly ash for better strength and integrity; insulating materials such as styrofoam, saw dust, silica hollow spheres (cenospheres or extendospheres) and other inorganic fillers; and retardants such as boric acid that slow the setting.
The cement can be tailored to meet the requirements of specific applications. A typical ceramicrete composition consists of 40 wt % binder, 20 wt % water, and the rest, an admixture. This article describes the performance of tailored compositions that may be suitable for cementing oil wells in permafrost regions.
When the powder mixture is stirred in water, KH2PO4, being the most soluble component in the powder, dissolves first. Its dissolution lowers the freezing point of water. Trials with 15 wt % and 20 wt % concentrated solutions of KH2PO4 in water showed that the freezing point was lowered to -3 and -4º C. (27° and 23º F.). Considering that the theoretical saturation concentration based on solubility considerations is only 15 g/l., 20 wt % is beyond the saturation point. As a result, some salt remained undissolved during the test in this case.
The actual amount of KH2PO4 in the ceramicrete formulation is 43 wt %, much higher than its saturation concentration. Thus, when the powder is stirred in water, only a small fraction of KH2PO4 dissolves in it. The dissolved KH2PO4 lowers the pH. Some MgO dissolves in the resulting acidic solution, and that initiates an acid-base reaction between the two dissolved components, MgO and KH2PO4, after which MgKPO4·6H2O is formed (see equation).
This reaction removes the dissolved component of KH2PO4 from the solution, and thus its concentration in the water decreases. As stirring continues, additional KH2PO4 dissolves in water, more MgO reacts, and the process continues until all KH2PO4 is consumed. Because of the presence of dissolved KH2PO4 in water, the freezing point of water remains low, and the water does not freeze at permafrost temperatures.
Physical properties
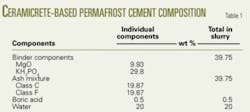
Prior to testing of the cement at permafrost temperature, physical properties of this cement were measured by producing the cement at room temperature. Table 1 shows the preliminary composition of the cement studied in this work. The binder components were added in a near stoichiometric proportion dictated by the equation. The combination of Class C and F ash was selected as an admixture because ash not only increases the strength, but also produces a dense ceramic.5 In addition, because ash has a very low thermal conductivity (l = 0.1 w/m K.; watts/meter Kelvin), its addition will lower the thermal conductivity of the final ceramic.

The small amount of boric acid was added to lubricate the particles in the slurry and thereby reduce the viscosity for pumping ease.
The ceramicrete powders were added to the water and mixed in a Hobart tabletop cement mixer for 20 min. Prior to dissolution of KH2PO4, the slurry was almost dry. It then started thinning and was very thin after about 10 min and became very cold, indicating dissolution of KH2PO4 with endothermic dissolution.
The mixing was continued for another 15 min until the slurry warmed back to the room temperature and became thick. This mixture was poured in ASTM standard cylindrical molds (5 cm diameter, 10 cm length), which were cured for 3 weeks at room temperature.
Table 2 lists the physical properties of the ceramicrete made at room temperature. Dividing the weight by the geometrical volume yielded the density. The open porosity was measured with the water immersion method. For measuring the specific heat, a rectangular block was cut from one of the cured samples, was frozen at -1º C. (30º F.) and then was immersed in an insulated calorimeter containing measured amount of water. Measuring the equilibrium temperature of the water and the block allows the specific heat to be calculated.
The thermal conductivity of the ceramic was measured on a disk sample of 20 cm diameter and 1.8 cm thickness. Four holes were made on the sample, one at the center and three on concentric circles of radii 3, 6, and 9 cm.
Thermocouples were embedded in these holes so that the temperature could be measured at different distances from the center. The sample was then covered with styrofoam on both sides so that heat could enter only from the circumference during the heat conductivity measurement.
The entire setup was kept in the refrigerator overnight so that the temperature was uniformly -1° C. (30° F.). It was then taken out and as the specimen warmed due to heat input from the circumference of the disk exposed to the environment, the temperatures at different radii were measured for different time intervals. These data allowed the radial temperature gradient at different time periods to be determined. The data were then used to calculate the thermal conductivity in Table 2.
The ceramicrete is about 20% lighter than conventional cement, and its porosity is very low (less than 1 vol %). Due to the lack of porosity, ceramicrete will form a very dense structure in oil wells and should not be vulnerable to freeze-thaw deterioration.
In fact, the neat ceramicrete binder was tested by the American Association of Highway Technology Officials, and results have shown that the freeze-thaw durability is about 89%.7 With addition of fly ash, the performance should be even better because ash improves the overall characteristics of the ceramic,8 as indicated by the room temperature compressive strength being twice that of conventional cement. Thus, ceramicrete with ash is an excellent candidate for oil wells.
The most important property of ceramicrete with ash is its low thermal conductivity, 0.27 w/m K. The literature value for the thermal conductivity of conventional oil well cement is 0.55 w/m K9; thus the ceramicrete with ash shows only about half that of conventional cement. This means it can be a effective insulating cement.
Acknowledgments
The authors thank Shirish Patil of the Petroleum Engineering Department of the University of Alaska at Fairbanks for information on cementing requirements in Alaska and, in particular, the Alaska Code on cementing.
This work was supported by the US Department of Energy, National Petroleum Technology Office, and National Energy Technology Laboratory, under Contract W-31-109-38. ✦
References
1. Maier, L.F., Carter, M.A., Cunningham, W.C., and Bosley, T. G., “Cementing Materials for Cold Environments,” J. Petroleum Technology, October 1971, pp. 1215-1220.
2. Morris, E.F., Evaluation of Cement Systems for Permafrost, SPE Preprint No. 2824, 1970.
3. Benge, O.G., Jones, R.R., Dresher, T.D., and Dolan, R. T., A New Low-Cost Permafrost Cementing System, SPE Preprint No. 10757, 1982.
4. American Petroleum Institute Standards, Spec.10.
5. Wagh, A.S., Chemically Bonded Phosphate Ceramics, Burlington Mass.: Elsevier Science BV, 2004.
6. Jeong, S.Y., and Wagh, A.S., “Cementing the Gap between Ceramics, Cements, and Polymers,” Materials Technology, Vol. 18 2003, No. 3, pp. 162-168.
7. American Association of State Highway and Transportation Officials, Laboratory Evaluations of Rapid Set Concrete Patching Materials, Report NTPEP 160, December 1999.
8. Wagh, A.S., Jeong, S.Y., and Singh, D., High Strength Phosphate Cement using Industrial Byproduct Ash, Proc. 1st Conference on High Strength Concrete, Amer. Soc. Civil Eng., 1999, pp. 542-555.
9. Smith, D.K., Cementing, SPE Monograph 4, 1990, p.190.
The authors

Arun S. Wagh ([email protected]) is a staff ceramist in the energy technology division of Argonne National Laboratory, Argonne, Ill. He has also served as senior lecturer at the University of the West Indies in Jamaica and reader of physics in Bombay University, India. Wagh holds a PhD (1972) in physics from State University of New York, Buffalo, NY, and BS and MS degrees from Bombay University, India. He is a member of the American Ceramic Society.

Ramkumar Natarajan ([email protected]) is a PhD student working on chemically bonded phosphate ceramics in the energy technology division, Argonne National Laboratory, Argonne, Ill. He has served as a materials science engineer at Brakes India Ltd., Chennai, India. Natarajan holds a BS in metallurgy from Regional Engineering College, Trichy (1998), and an MS in materials engineering from the University of Illinois, Chicago. (2002). He is a student member of the Society of Petroleum Engineers and the American Ceramic Society.

Richard L. McDaniel ([email protected]) is a senior electronics technician in the energy technology division, Argonne National Laboratory, Argonne, Ill. He holds an AA in electronic occupations from Wilbur Wright City College of Chicago (1977).