Optimum compressor choice boosts Brent gas production
Three projects progressively modified gas compression on the UK Brent field to lower suction pressures in-line with late life reservoir and production requirements for depressurizing the field.
The long-term field development (LTFD) project laid the foundations for depressurizing Brent field, while the two-step low-pressure operation (LPO) and low-pressure operation plus (LPOP) compressor upgrade minimized risk and lifecycle cost.
Each new compressor design leveraged proved technology of its time so as not to jeopardize machine reliability and gas availability. The technical innovations incorporated in the LPOP compressor extended the operational envelope beyond that thought possible at LTFD.
Advances in modeling techniques and design verification provided the confidence to install the LPO and LPOP machines without an onshore string test.
Brent field
Brent field has been a cornerstone of the UK offshore oil and gas industry since its discovery in 1971, about 500 km northeast of Aberdeen. The coventurers, Shell UK Ltd. and Esso Exploration and Production UK Ltd., installed four platforms (Alpha, Bravo, Charlie, and Delta) to develop the field with an estimated 600 million cu m of oil equivalent and 290 million cu m of wet gas initially in place.
The companies originally configured the platforms for oil production with water injection. In the early 1990s, they decided to change the reservoir management strategy by reducing the reservoir pressure to 70 bara from 380 bara, liberating an incremental 58 million cu m of oil equivalent production.
The LTFD project involved the installation of an integrated two-stage separation, gas compression, and dehydration process module on three platforms (Bravo, Charlie, and Delta) to enable reservoir depressurization.1
Compressor selection
The need for a large gas compression capacity within limited weight and space constraints drove the equipment selection. The LTFD project involved fitting each platform with a single gas-export compression train, which required an aero-derivative gas-turbine driver to allow rapid turbine replacements during maintenance.
The project selected Cooper-Rolls’ RB-211/6562 gas turbines as the prime mover with GE Oil & Gas gas compressors.
A single-helical gearbox coupled the two stage, back-to-back compressor to the driver. The gas turbine and gearbox shared the compressor lube oil system while the compressor was fitted with tandem dry gas seals.
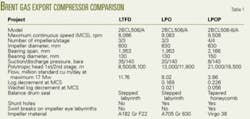
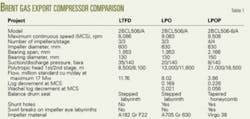
Gas export availability was a key value driver for the project. This required a proven, reliable, and readily maintainable high-flow compressor. GE designed a compressor rotor with a 600-mm diameter, two-dimensional impellers in a three wheels and stage configuration (Table 1 and Fig. 1).
The vertically split barrel-type casing allows the replacement of the bundle without removal of the process pipe work.
Several factors made the LTFD compressor design difficult, considering the experience and methods available in the early 1990s. The compressor was specified in accordance with NACE,2 because of the risk for the reservoir to sour in later field life. The need to deliver high flow and polytropic head in a single casing resulted in the impeller tip velocity being relatively high.
As a consequence, the impeller had high stresses and, therefore, the materials selected needed sufficient strength to sustain the stresses but also to have low enough hardness to satisfy the NACE requirement. The presence of carbon dioxide and water further complicated material selection.
The design used rotor-dynamic analysis that accounted for the destabilizing flow effects in the labyrinth seals. This was important particularly in the area of the center balance drum that separates the discharge volutes of the two compression stages.
All three units underwent full-load testing in the factory using the contract drivers. The testing and in service encountered no stability problems. Rolls-Royce and GE staff maintained the compression trains for optimal performance under a healthcare contract that supported an enhanced maintenance program.
None of the three compressors required a major unplanned intervention in more than 20 years of cumulative run life.
Development options
As the gas reservoirs depleted, well productivity declined below the design flow rate of the compressor. Optimizing production required lowering well back-pressure. Lower back-pressure enhances well performance and reduces the ultimate reservoir pressure, which in turn increases gas recovery.
Options evaluated to reduce back-pressure while maintaining export pipeline pressure included multiphase pumps and various suction and discharge booster compressor configurations. All these concepts were unattractive economically due to space, weight, power, and flow assurance. The most cost-effective approach was the modification of the existing gas export compression train on each platform for a lower suction pressure by upgrading the compressor, retaining the gas turbine driver, and reusing the base skid and auxiliaries.
The compressor upgrade reduced suction pressure and reduced mass flow in two phases to match the production decline of each platform. The work staggered the shutdowns and aligned it with other in-field activities to minimize avoidable production deferment.
Phase 1 included upgrading the compressor as far as possible within the existing casing design. The LPO project replaced the compressor bundle and gear internals. This well-proven upgrade method only required a short platform shutdown.
Phase 2 included the LPOP project that replaced the existing compressor with a new longer casing to accommodate additional impellers. This option only became feasible in recent years because of advances in rotor and labyrinth seal design techniques that enabled detailed evaluation of the behavior of such a compressor.
The upgrade required significant brownfield work and an extended shutdown to remove the original machine and install and align the new one. The project also replaced piping spools, valves, and gear internals.
It also included a review of the complete topsides process for flow, pressure, and temperature changes resulting from the new operating conditions.
Increased compressor discharge temperatures affected pipe class and valve specifications as well as piping and equipment stress levels. Although the heat load on the gas coolers remained essentially unchanged (given no change to compressor driver power), these required re-rating for the increased temperatures.
Lower pressure affected fuel gas, gas dehydration, and off-gas compression systems, which were then either modified or operated differently.
Rewheeled compressor
Optimizing the impeller geometry and increasing rotational speed increased the polytropic head of the LPO compressor when compared with the LTFD design (Table 1). The rotor line-up was again composed of two-dimensional impellers in three plus three configuration (Table 1).
The length constraint of the existing casing prevented the accommodation of additional impellers within the unit. The selected impellers had the highest head geometry available within the GE range of impeller families and an increased 630-mm diameter, the largest for the casing size.
The impeller tip speed together with the NACE requirement resulted in the LPO bundle being the limit state design of the time.
In the absence of a gas-turbine skid, compressor, or gearbox casing, it was not possible to factory test the new compressor or gearbox internals. The project mitigated start-up risk through design verification, use of proven impeller designs, GE quality control (high-speed verification and balancing of the rotor), and commissioning procedures.
Offshore testing showed a good match with the predicted performance. The modification activities were completed within the planned shutdown durations and all three rewheeled compressors were as reliable in service as the LTFD units.
LPOP compressor
The key objectives of the LPOP compressor design were:
- Maximizing the polytropic head (minimize suction pressure).
- Having a wide operating range (high start-up pressure required for fuel gas).
- Using materials suitable for sour service.
Constraints included:
- Maintaining casing diameter and reusing the existing compressor base plate.
- Having a casing weight of less than 18 tonnes (vs. 21.5 tonnes standard weight).
- Sustaining nozzle loads up to 5-times NEMA.
- Maintaining the size and location of the discharge nozzles.
GE studied all aspects of the compressor design to find the best compromise between the conflicting requirements while ensuring a safe and reliable compressor with a high level of performance. Initial efforts focused on meeting the constraints.
A reduction in the wall thickness of the second-stage suction was the main change that reduced the weight, and finite element analysis, verified in a hydraulic test, validated the various load conditions on the casing.
The addition of impeller stages (four plus four vs. three plus three) and increased shaft speed (Table 1) was the only way to increase the polytropic head.
The increased gear ratio pushed the pitch-line velocity and loading of the gear teeth to the maximum allowed by Shell. GE selected a special material known as Virgo 38 for the impellers to maximize resistance to sulfide stress corrosion cracking while achieving the required strength. The use of finite element analysis optimized the impeller interference fit geometry.
The compressor’s wide operating range caused the residual axial thrust due to the pressure distribution over the rotor to have much greater variation and higher peak values than in standard GE applications.
Numerous evaluations optimized the balance drum design. Constraint 4 limits the interstage wall thickness while Objectives 1 and 2 increase the differential pressure across the interstage diaphragm. Diaphragm deformation in the area of the balance drum seal had to be minimized because excessive movement would be detrimental for rotor stability.
The design minimized the axial length of the new compressor to prevent rotor stability problems. The use of computational fluid dynamics models optimized within the space constraints the aerodynamic design of the two inlet volutes.
LPOP compressor rotor
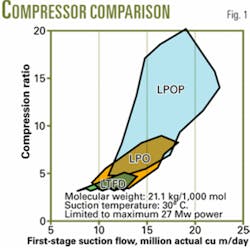
The design had to resolve rotor-dynamic stability concerns because of the bearing span, rotational speed, and polytropic head capacity of the LPOP machine. A comparison of the compressor design against GE’s historical database shows the importance of these concerns (Fig. 2). All Brent machines are within GE’s warning zone in the Kirk-Donald plot,3 however, the LPOP compressor is close to the stability limit.
A design optimization and verification was required to avoid an unstable design. The analysis was conducted in parallel with a third party, the South West Research Institute.
Undamped critical speed
The starting point for the rotor-dynamic verification was an undamped critical speed analysis (UCSA) per API 617 during the compressor feasibility design study.4 The first equivalent shaft was the result of a simple evolution of the previous (LPO) machine. Modifications of the scheme followed as the design proceeded to determine the final optimized shaft.
UCSA considers bearing characteristics purely in terms of stiffness coefficients calculated with two different tools: an internal GE tool that has correlated well over many years with GE standard bearings, and XLTRC2 from Texas A&M University.5 The two sets of calculations provided a good match. The UCSA led to three decisions:
- Increasing journal bearing diameter to increase the shaft stiffness and the damping effect from the bearings.
- Increasing bearing journal clearances to increase the damping of the first mode.
- Reducing coupling weight to increase the second critical speed. This also resolved the concerns of low damping ratios and low separation margins on the gearbox pinions at low load.
Rotor response
The rotor response to unbalance analysis adds the damping effect of the bearings to the system. Bearing characteristics calculations used the same tools as for the UCSA and again a found a good match between the two calculations.
The selected design included tilting pad journal bearings with five pads, load on pad, 0.6 offset pivot, and high preload. These journal bearings with a noncentered pivot have stiffness and damping coefficients that are frequency independent. This is in accordance with GE’s experience and technical literature,6 and allows the designer to follow a simplified synchronous stability analysis.
The results for the LPOP compressor confirmed the preliminary information obtained from the UCSA: the first critical speed (3,550 rpm) was well below the operational range and lightly damped; the second critical speed (8,700 rpm) was inside the operational range but highly damped.
The log decrement of the rotor and bearings system at MCS was 0.226 and hence close to Shell design and engineering practice requirements (minimum acceptable value is 0.2).7 Further stability analysis included the effect of the seals and clearances.
Tests with different oil temperatures and bearing clearances showed that the second critical speed could sometimes be lower and more highly damped and sometimes higher and with less damping than in the nominal condition.
Synchronous vibrations seemed in the worst scenario to be manageable with slight changes to bearing clearances in case of problems during the machine run test. Selection of the bearing clearance that offered the best response over the wide operating range of the machine completed the design work with respect to synchronous rotor response aspects.
After selection of the internal seal for optimum rotor stability, a seal clearance study checked the potential for rubbing at the interstage balance drum. The analysis considered gravity sag and rotor bearing eccentricity and predicted no rubbing even for the most onerous condition, which occurs when operating at the alarm limit (MPR).
Stability analysis
A numerical model of the LPOP compressor was developed in XLTRC2 to include all sources of direct and cross coupling, stiffness, and damping.5 The primary analysis at MCS/MPR (maximum continuous speed/maximum pressure ratio) provided a check analysis at the MCS-choke condition. The manufacturer, client, and third party agreed to the following seal configuration:
- Impeller eye seals-toothed labyrinths with nominal clearance.
- Final balance drum seal-abradable seal with teeth on rotor.
- Interstage balance drum seal-tapered honeycomb.
The interstage balance drum seal near the center of the rotor is critical for rotor stability and generally the most important source of damping in this type of back-to-back compressor.8
A tapered honeycomb design for the LPOP machine guaranteed rotor stability. The LTFD and LPO machines had a stepped toothed labyrinth (Table 1). Moreover, to reduce the pre-swirl of gas entering the honeycomb, the design incorporated shunt holes in the interstage diaphragm.
The tapered honeycomb design needs correct modeling to avoid instability. Given particular conditions, a divergent honeycomb seal can exhibit strong negative stiffness, especially at low frequency.
Effective damping also can turn negative at low frequency. The ISOTSEAL code used for the analysis closely predicts the appropriate behavior and has been validated experimentally in the turbomachinery laboratory test rig.9
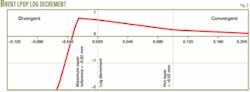
The tapered honeycomb seal is sensitive to the difference in clearance between the seal inlet and outlet. The design used a seal taper of 0.1 mm because this value is well centered in the stable region of the log decrement vs. seal-taper plot (Fig. 3).
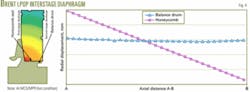
A finite element analysis that considered thermal, centrifugal, and pressure effects determined the interstage diaphragm deformation, including the honeycomb seal and the balance drum (Fig. 4). The definitive honeycomb seal machining (cold) ensured that the honeycomb seal assumes the correct taper under working (hot) conditions.
The analysis at this point showed that the compressor was stable theoretically across the full operating range. The design, however, further incorporated a stability margin in the form of swirl brakes on the inlet of each impeller eye labyrinth (Fig. 5). A third party (SWRI) calculated that the swirl brakes increase the log decrement by 0.13 at MCS/MPR.

PTC 10 Type 2 testing of the final compressor with and without swirl breaks showed that the swirl brakes also had a positive effect on thermodynamic performance.10
LPOP construction
The design constraints imposed on GE limited changes to and maximized the reuse of existing equipment. Detailed design checks of the installed equipment for the new process conditions confirmed that no major equipment modifications were required external to the compressor. The brownfield implementation, however, posed its own challenges.
The platform cranes had to do all the lifts to avoid reliance on a lift vessel. Considering crane radii and dynamic factors, this limited the weight of a ship-to-platform lift to 18 tonnes and of a platform inboard lift to 35 tonnes.
The compressors were therefore dismantled after shop testing and packaged into custom containers for transport. A frame with an integral gantry crane provided a self-contained environment for offshore compressor reassembly prior to the shutdown. The assembly frame replicated the compressor base-plate supports, thereby allowing the use of the contracted special tooling.
Because no offshore hot-work (welding) was allowed, the installation required prefabricating all piping spools to exact dimensions. A 3D model of the new compressor within the module was developed based on an offshore laser scan survey of the existing configuration as well as a survey of the connection points on the new compressor. The work paid particular attention to the relative location of the spool termination flanges, flange angles, and bolt hole orientations.
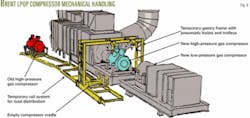
Mechanical handling aids facilitated a safe installation (Fig. 6). The point-cloud data from the offshore laser scan survey provided a way to clash check and optimize the compressor installation path and temporary fixtures. The lift of the compressor went above the existing skid supports before the unit was moved off the skid and lowered onto the adjoining walkway.
After removal of the compressor piping spools, the work included construction of a temporary gantry within the module. Fail-safe pneumatic hoists and trolleys operated from a remote console ensured a controlled lifting operation. The gantry was load tested onshore, match marked, and inspected on re-assembly to dispense with an offshore load test.
A temporary rail system, installed before the platform shutdown to minimize delay, provided the means to transport the compressors and the large tie-in spools, placed in cradles, through the module. The rail system distributed the compressor weight over the module structural members.
The cradles had built-in jacks to help realignment on the rails for direction changes and were pulled on skates using a chain hoist attached to the rail cross-beams. Onshore trials proved out all equipment and handling procedures, thereby minimizing the risk of problems offshore.
An onshore string test of the LPOP compressors was not possible. Design verification, API 617 mechanical run tests of each machine4 as well as a successful PTC 10 Type 210 test mitigated the technical risk.
An offshore stability trial procedure was developed based on dynamic process simulations to explore the compressor operating envelope in a controlled manner and safely identify any potential limitations.
Offshore commissioning of the first of the three LPOP compressors on Brent Delta provided final confirmation that the design is stable for the complete operating range.
Acknowledgments
The authors recognize GE Oil & Gas, Shell UK Ltd., and ExxonMobil International Ltd. for permission to publish this article.
References
- Gallagher, J.J., et al., “Brent Field Depressurization Management,” Paper No. SPE 56973, Offshore Europe Oil and Gas Exhibition and Conference, Aberdeen, Sept. 7-10, 1999.
- Standard Material Requirements - Methods for Sulfide Stress Cracking and Stress Corrosion Cracking Resistance in Sour Oilfield Environments, MR0175-2003, NACE.
- Kirk, R.G., and Donald, G.H., “Design Criteria for Improved Stability of Centrifugal Compressors,” AMD, Vol. 55, ASME, June 1983, pp. 59-71.
- Axial and Centrifugal Compressors and Expander Compressors for Petroleum, Chemical and Gas Industry Service, API 617, 7th edition, July 2002.
- XLTRC2, Rotordynamics Software Suite, Turbomachinery Research Consortium, Texas A&M University.
- Parsell, J.K., et al., “Frequency Effects In Tilting Pad Journal Bearing Dynamic Coefficients,” ASLE Transactions, Vol. 26, No. 2, pp. 222-27.
- Centrifugal and Axial Compressors (Amendments/Supplements to API 617), Shell Design and Engineering Practice, DEP 31.29.40.30-Gen, December 1998.
- Camatti, M., et al., “Instability of a High Pressure Compressor Equipped with Honeycomb Seals,” 32nd Turbomachinery Symposium, Houston, Sept. 8-11, 2003.
- Kleynahns, G., and Childs, D., “The Acoustic Influence of Cell Depth on the Rotordynamic Characteristics of Smooth-Rotor/Honeycomb-Stator Annular Gas Seals,” ASME J. Eng. Gas Turbines and Power, No. 4, 1997, pp. 949-57.
- Performance Test Code on Compressors and Exhausters, PTC 10, ASME, 1997.
The authors

Thomas N. Schneider works in front-end and project engineering for Shell Exploration & Production. He currently is based in Aberdeen and works on platform topsides upgrades. Schneider has a mechanical engineering degree from Imperial College, London, and a joint degree from the Ecole Centrale de Lyon.

Riccardo Brogelli ([email protected]) is a senior design engineer in the GE Oil & Gas Centrifugal Compressor Engineering Department, Florence, Italy. For several years he has worked on centrifugal compressor revamping projects for pipelines, CO2 reinjection, and ammonia refrigeration. Brogelli holds an MS in mechanical engineering from Florence University.