Polyacrylamide performs Permian cleanouts
Francisco E. Fragachan
John Busteed
Marieliz Garcia
Weatherford
Houston
Edgar Amaya
Weatherford
Villahermosa, Mexico
Traditional wellbore cleanout and plug-milling operations carried out through coiled tubing use fluids which have little solids suspension capacity, requiring high annular velocities to transport material out of the well. These velocities and associated pump rates must be maintained to prevent solids from falling back in the coiled tubing or production tubing annulus, which may lead to a stuck pipe event. Even more critical are solids cleanout in deviated and horizontal wells requiring high annular velocity to transport the solids bed, making the fluid’s solid transport capacity a critical performance requirement.
A novel linear-gel polyacrylamide high-viscosity cleanout fluid (HVCF) mitigates cleanout difficulties and risks. It provides better friction reduction and higher solids suspension capability than the natural polymers currently in use. The system is easily hydrated and can be prepared and mixed on the fly. Foaming HVCF enhances its solids carrying capacity.
Field results show that the combination of advanced tools and fluid systems enabled efficient removal of debris and plugs while minimizing downtime. The fluid produced stable foams for extended solid-suspension times. The polymer requires 30-50% less chemical loading and provides 15-38% faster lateral cleanup than traditional Guar-based fluids.
HVCF rheology
Initial fluid rheology benchmarking tests with 10 lb/1,000 gal (ppt) and 20-ppt Guar solutions provided comparison baselines to HVCF properties. These Guar fluids serve in standard plug milling and cleanout operations where continuous pumping uses the 10-ppt fluid and intermittent viscous sweeps use the 20-ppt fluid. Viscosity was measured for each concentration at temperatures from ambient to 200° F. and at shear rates from 1.7 s-1 to 511 s-1, corresponding to 1 and 300 rpm, respectively. All measurements were recorded on a Couette-type viscometer with an R1-B1 rotor-bob configuration. This process was repeated with HVCF solutions at concentrations from 4 ppt to 14 ppt.
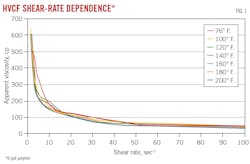
For each different concentration of polymer, a plot was made of apparent viscosity vs. shear rate over a range of temperatures. Fig. 1 shows the shear rate-viscosity dependence of 6-ppt HVCF. Apparent HVCF viscosity exponentially grows with reduction in shear rate, providing solids suspension capability at low pump rates.
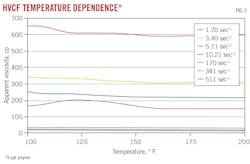
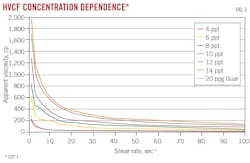
For each fluid, data were cross-plotted to display temperature dependence upon viscosity at specific shear rates. Fig. 2 shows this dependence on a 6-ppt HVCF. Data correlations produced plots highlighting additional fluid characteristics required for job design. Fig. 3, for example, reveals shear rate-concentration dependence of HVCF at 120° F.
Extending the x-axis in Fig. 2 to 550 s-1 highlights the contrast between concentration-dependence of viscosity at high and low shear rates. Such a plot was demonstrated for offshore frac-pack service and showed that Guar has relatively little viscosity dependence between low and high shear rates, but HVCF produces significantly higher viscosity at low shear for superior solids suspension and wellbore cleanout (OGJ, Apr. 9, 2024, pp. 28-33).
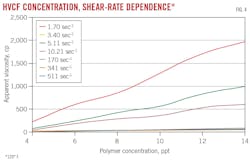
Combining apparent viscosity data from concentration and temperature studies reveals HVCF viscosity dependence on both shear rate and polymer concentration at 120° F. (Fig. 4). Similar plots can be constructed at other temperatures to fine-tune polymer concentrations for desired viscosity performance under actual downhole conditions.
Foam stability, solids suspension
Foam stability and solids suspension tests determined HVCF’s ability to maintain a stable foam and its proppant suspension properties. Baseline Guar settling tests were conducted with 35-ppt Guar.
Polymers were hydrated in 400 cu cm of fresh water in a Waring blender and allowed to stand for 30 min. Solids consisting of 20/40 white sand with a small amount of 16/30 black bauxite serving as visual markers were added at 8 lb/gal (ppg) concentration to the gel under shearing conditions in the blender and mixed at 2,500 rpm for a further 3 min. Foam was produced by introducing nitrogen though a nitrogen wand. The slurry was then transferred to a 1-l. graduated cylinder to record particle settling rates.
For the Guar tests, no efficient foam could be created even after increasing blender rate to 5,000 rpm. Without foam stability, all gas released from the fluid in less than 2 min. The 16/30 bauxite settled within 2 min and 40% of all material settled in under 10 min. In the non-foamed test, the 16/30 bauxite similarly settled within 2 min and 40% of all material settled within 15 min (Fig. 5).


A foamed HVCF system was created with 25-ppt polymer loading. Nitrogen was injected with a wand at the same 2,500-rpm blender rate used to hydrate and mix the polymer. These conditions produced a foam of about 37 quality (foam quality is defined as the ratio of gas volume to foam volume). Fig. 6 shows that no solids settling occurred in more than 2 hr, and the slurry remained stable for more than 24 hr. Based on this test, the polymer concentration may be reduced in the field from 25 ppt because foam stability is only required within the timeframe of the pumping operations.
Field performance
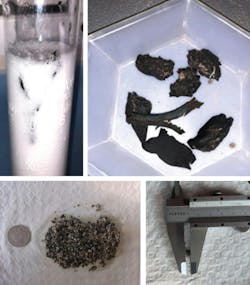
Fig. 7 shows milled frac plug and debris recovered during a coiled tubing (CT) milling operation. Cleanout operations used a 1.75-in. CT fitted with a 2 7/8-in. motor and a 4 5/8-in. mill to unload the fill and remove the plug below an under-pressured reservoir with about 100 m of 16/30 proppant fill in the wellbore above the frac plug. The plug was at about 1,100-m TVD and 34° deviation. Reservoir pressure was underbalanced at about 1,200 psi and could not hold a column of water. Wellbore requirements were to clean out the fill with no losses to the open reservoir section and subsequently mill and remove the frac plug to confirm access to all lower intervals.
HVCF was nitrified to create a 45-quality foamed fluid. Pump rate was 1.75 bbl/min (bpm) throughout the cleaning operation with surface pump pressure of about 3,100 psi. The debris and plug were successfully removed ahead of schedule. Circulating pressures were less than previous wells where Guar served as cleanout fluid. The time to circulate fill from bottom to surface was about half the time typically observed when pumping 10-ppt Guar-based fluid with 20-ppt Guar-based sweeps. No fluid was lost to the formation during cleanout operations. Due to the success of this operation, HVCF was employed on subsequent wells where milling in underbalanced conditions was required.

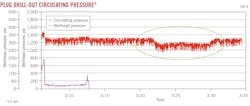
Fig. 8 shows sediments recovered in a pilot well during a plug milling operation on a 11.75-in. casing with a 3.75-in. motor and 5.75-in. junk mill circulating at 2.5 bpm, equivalent to an annular velocity of 78 ft/min. Solids returned at 16.8 lb/gal concentration and measured 4 mm in diameter.
Wellbore cleanouts with HVCF show laminar flowback fluid behavior with reductions in circulating and friction pressure. Fig. 9 shows the circulating pressure recorded during drill-out with 3 bbl of HVCF circulating at 2.5 bpm through 2 3/8-in. CT with 21-bbl capacity. The primary objective was to efficiently transport the downhole-generated solids to surface. Circulating pressure decreased during pill displacement to 1,080 psi from 1,290 psi, resulting in a 16% friction pressure reduction during this intervention.
Another well case used 1.75-in. CT in a horizontal well with 87.21° maximum inclination, 2,500-psi bottomhole pressure, and 77° C. temperature. The combined casing pipes, measuring 5 ½ in. × 4 ½ in., with a depth of 2,900 m, posed a particular difficulty for solids recovery to the surface, especially in combination with the highly inclined wellbore.

During milling, circulation was maintained using HVCF until the target plug was detected. A stable pressure of 4,200 psi was observed at 2.5 bpm circulation rate, indicating effective milling and displacement of cuttings to the surface. Particles were transferred to surface, facilitating removal of the first and second plugs within an average of 30 and 45 minutes, respectively (Fig. 10). Before milling out the third plug, a well cleaning operation was conducted using nitrogenated HVCF, enhancing the efficiency of the milling process.
The authors
Francisco Fragachan ([email protected]) is the global engineering director for pressure pumping and drilling fluids for Weatherford, Houston. He has an MS (1979) and PhD (1984) in rock physics from Purdue University. He is a member of the Society of Petroleum Engineers (SPE).
John Busteed ([email protected]) is the global product champion at Weatherford, Houston. He holds a BS(1990) in chemical engineering from the National University of Ireland, Dublin. He is a member of SPE.
Edgar Amaya ([email protected]) is technical leader in coiled tubing engineering operations in Mexico and CT operations support in Latin America for Weatherford in Villahermosa, Mexico. He holds technology and EE degrees in electromechanics from Unidades Tecnologicas de Santader (2001) and Universidat Antonio Narino (2013), Columbia.
Marieliz Garcia Lopez de Victoria ([email protected]) is the global stimulation SME electromechanical engineer at Weatherford, Houston. She has a BS (1994) in chemistry from Universidad de Puerto Rica and MS/ME degrees (2000) in physical chemistry and chemical engineering from the University of Houston. She has been a member of SPE since 2001.