SPECIAL REPORT: COILED TUBING-1: BP field tests 16Cr as North Slope work string
Jennifer Y. Julian, Bryan J. McLellan - BP Exploration (Alaska) Inc.,Anchorage
John R. Martin - Quality Tubing Inc.,Houston
Kenneth W. Burke - Schlumberger Well Services, Prudhoe Bay
Brandon J. McNerlin - BP Angola, Sunbury, England
16Cr chrome coiled tubing was introduced in 2003, but its use has been limited to velocity strings in corrosive environments. Questions concerning its feasibility as a work string prompted field testing of a reel of 16Cr on the North Slope, Alaska.
Following preliminary laboratory testing, we deployed a QT-16Cr reel and performed a variety of standard coiled-tubing applications daily during a 3-month field trial. We gathered observations and data during the field testing to determine operating guidelines, applicability, and limitations of this new coiled-tubing technology. The successful field trial showed that 16Cr has increased low-cycle fatigue life, superior abrasion resistance in chrome completions, and higher resistance to damage in corrosive environments in comparison to standard HS-80 coiled tubing. Part 1 of this series documents the testing and results of the lab and field studies, including general notes on handling and running QT-16Cr coiled tubing. In the concluding part, we discuss metal-to-metal friction, coil life, pressure loss while pumping, acid treatments, failure analysis, and our discoveries.
Interventions
BP Exploration (Alaska) performs more than 400 coiled-tubing (CT) well interventions/year with two to three CT units (CTUs) on 24-hr operation. HS-80 carbon steel CT reels are generally retired due to wear after about 700,000 running ft. (RF is defined as the distance run into a well, not the round trip footage) in carbon steel completions or approximately every 1 1/2 months.
BP’s North Sea Wellwork Group wanted a field trial of QT-16Cr because of the high volume of CT operations on the North Slope.
In areas where CT is not used daily, standard CT grades experience corrosion, both internally and externally, while being stored on the reel before being utilized or between jobs (“storage corrosion”). The North Sea Wellwork Group wanted to determine the feasibility of using 16Cr as a work string and to prove up laboratory data indicating that 16Cr has superior corrosion resistance and that it could last two to three times as long as conventional CT.
To date, the QT-16Cr CT string has completed 54 runs on 35 wells and has been run in hole almost 1 million RF, with an estimated million or more RF remaining. QT-16Cr has also proven to be amazingly resistant to wear caused by chrome tubulars, which comprise about half of Prudhoe Bay’s completions.
HS-80 CT is typically retired after about 200,000 RF because of wear caused by the hardness and rough finish of chrome completions. At the conclusion of the field trial, the QT-16Cr CT had about 500,000 RF in chrome tubulars with no signs of wear, more than double the life expectancy for carbon steel CT.
Laboratory data
Corrosion-resistant alloy QT-Cr16 chrome CT has been in use since April 2003, but its primary application has been velocity strings in corrosive environments. Laboratory data have shown excellent resistance to atmospheric corrosion.1 More intriguingly, preliminary investigation into fatigue properties indicates that it has superior low-cycle fatigue life compared to its equivalent in carbon steel, indicating that it outperforms conventional CT by a factor of more than three.
QT-16Cr also exhibits about one-third the wear rate of conventional CT in 13Cr wear block abrasion testing. It has also been reported that there is an approximate 10 to 12% reduction in friction pressure when pumping water, due to the smoothness of the chrome material.
Objectives, scope of study
The objective of this field trial was to determine the operational feasibility and limitations of using 16Cr CT as a well-intervention work string on the North Slope, Alaska. The scope of the field trial was to determine:
- Field handling and running procedures.
- Running footage life expectancy.
- If 16Cr causes wear damage to the softer L-80 carbon steel tubulars commonly used in Alaskan completions.
- Metal-to-metal friction coefficients for QT-16Cr CT in both 13Cr and L80 completions.
- 16Cr CT’s corrosion resistance to common well intervention fluids.
- CT friction pressure loss with common well-intervention fluids.
- The feasibility of pumping acid stimulations.
Field trial
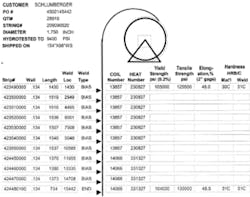
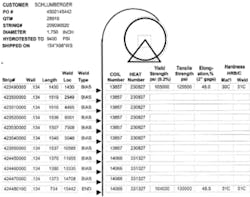
In January 2005, 15,442 ft of 1.75-in. OD, QT-16Cr CT was spooled onto an arctic CTU. The string consisted of several sections of continuous, 0.134-in.-thick wall CT, joined with bias welds. The inside and outside of the CT was extremely smooth, with the continuous welding bead providing the only upset on the ID.
In contrast, a typical HS-80 CT string used in Alaska has a rough internal finish due to the manufacturing process and is tapered, ranging from 0.109-in. to 0.156-in. WT. Although a tapered QT-16Cr string was initially requested, there was a 4-5 month lead time for tapered strings and only a 3-6 week lead time for straight walled strings; so in the interest of time, the straight-walled reel was ordered.
The 16Cr CT performed 54 runs in 19, 13Cr completions and 16, L-80 carbon steel completions in wells ranging from 8,500to 14,650 ft deep, with 41-101º deviation, and inside tubing and liner sizes ranging from 2 3/8/-in. to 9 5/8-in.
We performed a variety of operations with the CT, including underreaming, perforating, milling, cementing, logging, fishing, cleaning out fill, removing ice plugs, setting plugs. The CT string was run until failure, about 3 months later.
Results, observations
Based on the field test, we have some general notes on handling and running 16Cr coiled tubing. Cr CT is considerably harder and stiffer than the HS-80 CT typically used in Alaska. The maximum Rockwell hardness value for QT-16Cr (C30) is considerably higher than for HS-80 (C22). The minimum yield strength for QT-16Cr is normally more than 100,000 psi vs. 80,000 psi for HS-80 (see material certificate, Fig. 1).
CT maintenance involves trimming the end of the pipe to avoid continuous cycling over the gooseneck in a single area. Cutting 16Cr CT was considerably more difficult due to its greater hardness. Cuts made with a standard rigid tubing cutter resulted in flattened and cracked cutter wheels after two or three cuts. Oversized tubing cutters and stainless steel wheels were used, and the standard procedure was modified to tighten the cutting wheel less aggressively prior to each turn.
These changes were only partially successful, as the 16Cr CT could be cut, but the wheels still needed to be replaced at least every other cut. Wheels of other materials were researched without success.
16Cr CT is almost impossible to straighten by hand on surface due to its stiffness and residual bend. Difficulties were often encountered running through gas lift mandrels and tubing retrievable subsurface safety valves. At times, as much as 12 ft of straight bar (stinger) was required to pass downhole jewelry. HS-80 CT typically requires 4-8 ft of stinger to accomplish the same goal.
Knuckle joints on logging bottomhole assemblies (BHAs) also hung up on downhole jewelry and the CT had difficulty passing through tight doglegs in small liners. When running QT-16Cr CT, BHAs may require additional stingers, and logging tools may require hydraulic centralizers to get past jewelry.
As the field trial progressed, the CT became harder and harder to work with at surface. Specifically, cutting the coil and making up cold-roll connectors became increasingly difficult. This is a metallurgical trait of 16Cr, which increases in hardness with increased low-cycle bending and was later confirmed after the field trial ended and failure analysis was complete.
Coiled-tubing connectors
External slip-type connectors and various sizes of internal roll-on connectors from three manufacturers were tested and successfully applied in field operations. The following difficulties were encountered with CT connectors on the QT-16Cr CT:
External slip-type connectors. The hardness of the 16Cr CT created some challenges in getting slip-type CT connectors to grip the pipe. The external slip-type connectors tended to slip down the 16Cr CT by 2-6 in. when pull-testing with a 35,000 lb load.
The conventional makeup procedure for this style connector for HS-80 CT is to:
- Slide the connector over the CT.
- Tighten the upper and lower connector sections with two, 36-in. pipe wrenches to engage the slip.
- Pull-test the connector to 35,000 lb.
The modified procedure for making up the connector to the 16Cr is to:
- Engage the slips using two 48-in. pipe wrenches.
- Pull-test to 15,000 lb and re-tighten connector.
- Pull-test to 25,000 lb and re-tighten connector.
- Pull-test to 35,000 lb, re-tighten connector, and begin the pressure test.
On one occasion, after making up an external slip-type connector, the CT was observed to have been necked down to 1.71-in. OD due to the excessive make-up torque applied to the connector to get the slips to engage properly.
The QT-16Cr CT came from the factory slightly oversized. The dimensions of the pipe were 1.75-in. by 1.77-in. at minimum and maximum OD, respectively. Some of the CT connectors had tight tolerances due to the slight oversize and had to be beaten onto the end of the CT with a sledgehammer.
To overcome this problem, the service companies were provided with a short section of QT-16Cr CT before going out to location to ensure their connectors would slide easily onto the CT. The connectors included those that had slightly bigger IDs due either to previous use and wear or to slight differences in manufacturing; some connectors required reaming.
Roll-on connectors. These were made up and pull-tested to loads as high as 45,000 lb without slipping. Considerably more physical effort was required to roll the connectors onto QT-16Cr CT compared to HS-80 CT. On one occasion, the roller wheel on the cold-roll tool mushroomed, resulting in improper crimping of the 16Cr CT onto the connector. This emphasizes the importance of carefully performing a visual inspection prior to pull testing.
Blowout preventers
A standard set of Texas Oil Tools 4 1/16-in. blind-shear rams was tested on the QT-16Cr CT. The rams easily cut the CT and appeared undamaged. A push-pull test was performed with the slip rams engaged on the 16Cr CT to 7,000 lb. This ensured that the slips would hold the CT if the BOPs had to be engaged during an operation. No slippage was observed, and the CT was not significantly damaged by the slip rams.
Fishing tools
Concern about the ability to fish the hard CT in the event that it was parted and left downhole prompted a surface test of an overshot grapple. The Rockwell 50C grapple was latched onto a 16Cr CT stub and successfully pull-tested to 35,000 lb at surface without slippage.
Equipment wear
The field trial with QT-16Cr CT was conducted with a HydraRig 260 injector. The gripper blocks did not slip with 1,000-psi traction pressure until reaching about 43,000 lb pick-up weight. Slippage stopped after increasing traction pressure to 2,000 psi.
Notably, when chain slippage did occur, it was much quieter and smoother than with HS-80 CT, requiring extra vigilance by the CT operator to notice and take corrective action. Often, slippage going into the well was only identified once the CT was spooled back onto the reel and slippage marks were seen on the surface of the CT.
After 590,000 RF, the chains were observed to be slipping at 45,000 lb pick-up weight, even with maximum (2,000 psi) traction pressure. Upon inspection, all of the gripping material on the blocks had been worn off. Because the chains had been used before the 16Cr CT was installed, it is unknown how much of the gripper wear can be attributed to the use of QT-16Cr CT. This, however, emphasized the need to remain vigilant regarding chain inspections.
Surface equipment wear did not appear excessive, and packoffs and brass wear rings were replaced at a frequency similar to that of HS-80 CT (every 5 days for packoffs).
Chemical cutter
QT-16Cr was successfully chemically cut to ensure that it could be cut if it became stuck downhole. The test was performed with a 1 1/4-in. OD anchor assembly and integral severing head, two 1-in. OD x 48-in. long chemical cylinders, 8-in. gas generator grain, and No. 3 catalyst in a 110-ft test well filled with water.

Almost 100% of the material was removed, with only two very thin webs of material holding the CT together (Fig. 2). The remaining material was easily parted by hand and the resulting cut is shown in Fig. 3.

null
Welding
Welding procedures and welders’ qualifications for QT-16Cr have been developed, and a welder qualified in welding carbon-steel CT can be trained and qualified for 16Cr within 1 week. A 16Cr CT spool was welded to a 15-02 Hammer union and attached to the reel following normal welding practices: using 7018 LH rod, performing good site pre-heating, and ensuring slow cool-down. No problems developed with the weld during the field trial.
Fluid compatibility
It was necessary to check compatibility of the 16Cr with methanol and water solutions and with drilling fluids. In Alaska, CT is often freeze-protected between jobs with a solution of 60% methanol and 40% water. It is important, therefore, to ensure that corrosion was not occurring due to the high oxygen content (methanol holds four to five times as much oxygen as water).
A research center looking into the long-term effects of methanol and water in 13Cr completions concluded that the oxygen makes tiny self propagating worm-holes which can penetrate tubulars in as little as 6 months. Visual inspection of QT-16Cr samples in 60% methanol/40% water at room temperatures showed no evidence of corrosion after 8 weeks in open containers.
Similar 90-day exposure tests indicated that drilling fluids used in Alaska’s CT drilling operations also had little observable effect on the QT-16Cr CT.
Reference
1. Martin, John, “QT-16Cr Coiled Tubing: A Review of Field Applications and Laboratory Testing,” paper SPE-99857 presented at SPE/ICoTA Coiled Tubing and Well Intervention Conference and Exhibition, The Woodlands, Tex., Apr. 4-5, 2006.
The authors

Jennifer Julian ([email protected]) is currently senior Wellwork design engineer at BP Exploration, Alaska. She worked as a wellsite supervisor for coiled tubing, fracturing, and wireline operations for 7 years at Prudhoe Bay for Arco Alaska Inc. after working in Anchorage as a production and injection engineer.
Julian was a log analyst in Arco’s research facility in Plano, Tex., and a production and facilities engineer in West Texas. She holds a BS in petroleum engineering from the New Mexico Institute of Mining and Technology (1985) and is a member of the Society of Petroleum Engineers and the International Coiled Tubing Association.

John R. Martin (John.Martin @NOV.com) is senior vice president of product and market development for Quality Tubing Inc., a division of National Oilwell Varco, in Houston. He has also held advanced positions in engineering and operations management with Dresser Industries and Exlog/Totco, and he serves on the board of Enlink Geo Energy. Martin holds a BS in electrical engineering from Kansas State University of Pittsburg. He is member in the SPE, International Coiled Tubing Association, and Society of Petrophysicists and Well Log Analysts.

Bryan McLellan ([email protected]) is a workover and wells engineer at BP Exploration, Alaska. He has worked as a drilling engineer and production engineer for BP in Alaska and was the coiled-tubing wellsite leader for the field trial of the QT-16Cr CT workstring. McLellan holds a BS (1998) in chemical engineering from the University of Michigan and is a member of the SPE.

Kenneth Burke ([email protected]) is currently the coiled-tubing cell leader at Schlumberger Well Services for North Slope operations, Prudhoe Bay. He worked as a field supervisor and coiled-tubing operator for Canadian Fracmaster at Prudhoe Bay before joining Schlumberger. He is a member of the SPE.

Brandon McNerlin ([email protected]) is a sand control completions engineer with BP Angola. He has worked as a wellsite supervisor in Prudhoe Bay, Alaska. McNerlin holds a BS (1999) in mechanical engineering from the University of Colorado, is a member of the SPE, and a registered professional petroleum engineer in Alaska.