Closed-loop optimization improves Permian gas lift
Andrew Ogden-Swift
Paul Oram
ORTOmation Ltd.
Haslemere, UK
A self-learning closed loop optimizer was applied on five wells in an unconventional oil and gas pad in Delaware basin. The optimizer requires neither a process model nor plant-disturbance testing for implementation.
The optimizer maximized gas production from all five wells. Gas flow from each well served as the optimization variable, and regulatory controllers served as gas lift flow controllers to reduce critical parameter variations and improve overall gas-lift economic performance.
The optimizer ran successfully, adjusting gas lift for several weeks, and reduced gas-lift usage by 44%.
Gas-lift optimization
The economic optimum for a single gas-lifted well will vary with changes in economics, reservoir conditions, and equipment efficiency. Each well will have its own gas-lift performance curve which changes as the reservoir ages. Excessive gas lift eventually flattens or reduces output. Optimized gas lift maximizes production at any point in time.
For multiple wells, the impact of gas lift on production varies between wells. For multiple wells drawing from a common gas-lift supply (e.g. on a common well pad) allocation of gas to each well complicates optimization. Where gas-lift compression is limited, gas-lift optimization also needs to honor these limits to distribute available gas and maximize total production.
Closed-loop optimizer
The relationship between gas lift and production for each well is non-linear. The optimum solution may be unconstrained or constrained. All approaches must therefore be able to solve a non-linear optimization problem and honor a set of constraints.
Historically, real-time closed loop optimizers have been model-based. One approach uses a linear model in a predictive controller to provide optimization. Plant tests define the model. More recently, this approach has been extended by modelling non-linearity in gain.
A second approach uses a steady-state, non-linear model for steady-state real-time optimization (RTO).
Expertise is needed to develop and maintain the models, but operating companies frequently lack this capacity. Additionally, significant model-development costs make smaller projects uneconomic.
More recently, AI approaches have been used to provide RTO, but they still need first principal models or large historical datasets covering the complete operating envelope for training purposes. Datasets must contain sufficient information to enable learning, otherwise plant tests are required.
A newly developed model-free, self-learning closed-loop optimizer learns how process adjustments impact operating profit or operating cost and uses the learnings to make further adjustments while honoring constraints. This system requires no process model or plant-disturbance testing for model identification, significantly reducing implementation time. It also lowers costs and reliance on experts.
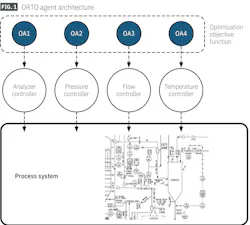
Agent architecture
The self-learning optimizer is built above the regulatory controls as shown in Fig. 1. The process is kept close to the desired operating point by typically using proportional-integral-derivative (PID) controllers. In the case of gas-lift optimization, regulatory controllers serve as gas-lift flow controllers.
OA1 to OA4 are optimizing agents. The output of each agent writes to the setpoint of each nominated manipulated-variable PID controller in a cascade fashion. Benefits to the structure include a better understanding for process operators and engineers compared with black box optimizers and turning on one agent at a time during commissioning to ensure acceptable system behavior.
All agents work together to solve an overarching optimization objective function. Each agent is tuned independently by adjusting sample time and maximum move size tuning parameters within each execution. The agents can have the same or a different set of one or more constraints and the same or a different set of pause flags to temporarily halt their execution.
All agents access measurements using the standard control system communications technology object linking and embedding for process control (OPC). If measurements are bad or pause checks indicate the agent should pause, the agent suspends operation and tracks the secondary setpoint. If constraints are violated, the agent adjusts its output to return the constraint to within limits.
The agents learn the impact of recent historical adjustments using advanced statistical methods. The algorithm uses signal processing to reduce the effect of measurement noise on the optimization.
The system adapts over time to climb the optimization plane using a novel hill-climbing algorithm which reduces change rate when approaching the optimum solution. The algorithm limits the size of change each time it executes and limits changes in outputs to align with maximum and minimum limits provided by the engineer. The agents send new setpoints to the manipulated controllers using OPC.
Permian basin trial
Self-learning closed loop optimization was applied on an unconventional oil and gas pad in Delaware basin. The project optimized five wells. Fig. 2 shows the ORTO control integration into the gas-lift system.
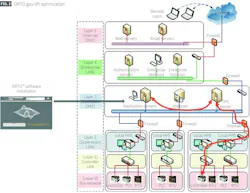
Oil, gas, and water flow up the riser from the fracked reservoir, assisted by the lift gas flow. From there the fluids are separated. Oil goes to storage, water goes for treatment, and gas goes to a compressor. Some compressed gas goes to export while some recycle through flow control to the bottom of the risers for gas lift.
Gas-lift flow control requires constraints which are measured and communicated to the SCADA system. The Oram real-time optimization (RTO) agent implements at the same network level as the supervisory control and data acquisition (SCADA) system and communicates with the controllers using standard control OPC unified architecture.
Upon approval of the proposal by the operating company, the software was installed on a cloud-based server with secure access to the SCADA system. Engineer training—covering how an optimization scheme is built, commissioned, and monitored—was provided to the operating company team via Microsoft Teams. The training took roughly 3 hr.
The operating-company team and ORTOmation carried out initial discussions before proposal submission. A further, more in-depth discussion was held to understand the operation and economics of the wells at the site.
The overarching objective of the optimization scheme was defined as maximizing gas production from all five wells. Produced gas flow from each well served as the optimization variable because maximizing gas flow intrinsically maximizes liquid flow. A penalization function was designed to ensure the gas lift centered around a calculated critical rate. It was noted that the response time of the wells to changes in gas-lift flow and pressure occurred slowly, over days, and this led to choosing longer 60-sec data-scan rates.
The manipulated variables were the gas-lift flow rates on each well, resulting in five variables in total. The key constraints were position of the flare pressure-control valve (the optimizer must prevent flaring) and gas-lift maximum and minimum flow rates to each well.
Any large gas-lift flow deviations from setpoint were also added as constraints to ensure gas-lift flow controllers were always in a controlling range. The difference between gas production on each well was used to ensure gas-lift flow balance between wells.
The optimizer pauses if the gas-lift flow controllers are not in the correct mode or if the compressor trips, as inferred by total gas-lift dropping below a defined limit.
Commissioning
The self-learning technology allowed for incremental commissioning. Commissioning began cautiously. Initial high and low gas-lift flow rate limit settings were close to the setting when commissioning started, and the maximum allowable rate of change per optimizer scan was small. As confidence grew, the optimizer’s allowable limits and rate of change increased.
During commissioning, the ORTO analysis tools monitored performance and made gradual adjustments to limits and tuning parameters. Data were exported every 24 hours from the software for deeper off-line analysis.
Results
Following several weeks of ORTO agent deployment across the five wells, benefits were assessed across three categories:
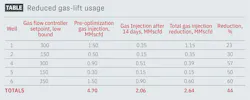
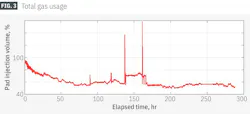
- Reduction in total gas lift usage. Before optimization, total gas lift usage was about 4.7 MMscfd. After activating the optimizers across the five wells, total gas-lift usage fell by about 44% to 2.64 MMscfd (Table and Fig 3). The step-increase in gas lift-usage at about 130 hr, and subsequent reduction at about 165 hr, resulted from switching optimization off on one of the wells, making manual gas lift adjustments, and switching optimization back on.
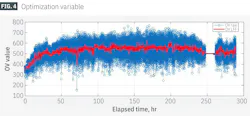
- Increased production. Fig. 4 shows a maximization of the assigned optimization variable (OV), inferring an overall maximization of production given the operating constraints. Significant noise in gas flow occurred under operation, requiring effective noise management, but Fig. 4 shows the algorithm’s effectiveness under significant noise levels and with using a low-pass filter.
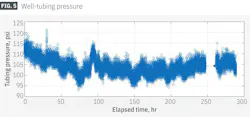
The reduction in gas lift on each well reduced tubing pressure (Fig. 5). Tubing pressure on one well was reduced by about 8%, which led to a reduction in casing pressure of 1.5%. Reducing casing pressure reduces gas-lift injection pressure and promotes improved gas and liquids drawdown from the wells.
- Reduced process variability. Reducing gas-lift flow to each well improved operational stability. Project data showed about a 40% reduction in gas production variability (standard deviation around the mean). Reducing variability in turn reduces equipment wear, maintenance costs, and process trips from excursions (e.g. weather changes, operator changes, equipment problems).
The optimizer ran successfully, adjusting gas lift for several weeks, and reduced gas lift usage by 44%.
The authors
Paul Oram ([email protected]) is CEO at ORTOmation Ltd. He holds a PhD (2004) in Control from Newcastle University. Dr. Oram is a Fellow of UK Institution of Engineering and Technology and a visiting Professor at Imperial College London.
Andrew Ogden-Swift ([email protected]) is a consultant at ORTOmation Ltd. He holds a bachelor’s degree (1980) from Leeds University and is a member of UK Institution of Chemical Engineers.