P. 2 ~ Conitnued - Amine cleaning technology tests successfully in Aramco plants

Displaying 2/6
View Article as Single page
It is believed that most of these losses result from degradation and poor amine quality. Different surveys have revealed that DGA and triethylene glycol (TEG) systems with high contamination levels experience much higher losses.
Like many other gas-treating units within Saudi Aramco, the Uthmaniyah gas plant high-pressure and gas treating unit No. 3 (GT-3) has experienced low-quality amine and several process upsets. The presence of inefficient feed-gas filtration-separation and the low efficiency of the conventional DGA solution filter result in an accumulation of solids and hydrocarbon in the amine-solution loop. Maintaining pure amine improves solvent performance and minimizes process upsets and amine losses.
The Amine Shield slipstream technology is based on a proprietary material for suspended-solids removal and special resins for hydrocarbon removal to achieve a high removal rate. The technology is a regenerative process in which the unit is continuously regenerated with hot water.
The Uthmaniyah gas plant (UGP) high-pressure DGA gas-treating unit processes about 600 MMscfd of sour gas at about 980 psig. About 280,000 gal inventory of DGA treating solvent is maintained clean through use of a conventional slipstream mechanical (precoat) filter that processes 10-15% of the 4,000 gpm circulation rate.
A filter aid material is continuously added to the filter element to achieve the removal. In reality the precoat filter, unless it's opened, cleaned, and a new filter aid added, will be saturated within few days and lose its functionality in removing dirt and suspended solids from the system. The HPDGA unit at UGP experiences high contamination levels, and the potential for foaming is very high. Antifoam is therefore added continuously.
Similarly, the HGP's Gas Treat-3 unit processes about 500 MMscfd of sour gas at about 550 psig. The DGA system contains around 130,000 gal of DGA solution, which is maintained clean through use of a conventional slipstream mechanical (precoat) filter that processes 10-15% of the 2,100 gpm circulated DGA. A filter-aid material is continuously added to the filter element to achieve removal.
In reality the precoat filter will be saturated and within few days will lose its functionality in removing suspended solids from the system unless it is opened and cleaned and a new filter aid added. Like the HPDGA unit at UGP, HGP's GT-3 experiences high contamination levels with a high potential for foaming. Antifoam is therefore added continuously.
Amine Shield slipstream
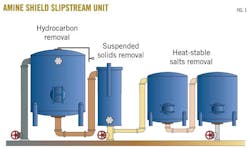
The MPR technology, embodied into a mobile skid, contains a suspended-solids removal unit (SSX), hydrocarbon-removal unit (HCX), and heat-stable salt removal (HSSX; Fig. 1). The unit is equipped with hoses to connect the mobile skid to:
• The amine system to feed the unit.
• The waste system to dispose of impurities removed during regeneration.
• The hot condensate system to supply the unit with hot regeneration water.
It is also equipped with a computerized system to monitor, adjust, and control process variables. Upstream of the unit's inlet is a pressure-reduction valve to let down the process fluid pressure to the unit's operating pressure, which is typically around 150 psig.
• Suspended-solids removal unit. The SSX vessel contains proprietary filter media to remove suspended solids of different sizes down to submicron level. It has more than 19 times greater capacity for retaining solids than the equivalent volume of a cartridge filter and can be regenerated on site.
• Hydrocarbon-removal unit. The HCX vessel contains a proprietary material (resin) available exclusively from MPR. It removes hydrocarbons including diesel, fluid catalytic cracking gasoline, gas oils, paraffins, BTEX (benzene, toluene, ethylbenzene, and xylene), and various other petroleum intermediates from aqueous gas-treating solutions The HCX media capacity is more than 10 times greater than the equivalent volume of activated carbon for retaining hydrocarbons.
Displaying 2/6
View Article as Single page