Revamp improves asphalt yield in Georgia refinery
In 2003, Citgo Asphalt Refining Co.'s (CARCO) Savannah, Ga., refinery completed a revamp of its No. 1 crude unit that increased asphalt yield by 2% on whole crude, depending on asphalt grade produced. Asphalt is the main product with all other products sold as refinery intermediate feedstocks.
Since the revamp, the unit charge rate has exceeded design rates, energy consumption is lower, less cracked gas is produced, and operating stability has improved greatly. Before the revamp the unit had little flexibility, was difficult to control, and operated with several constraints.
Before the revamp, CARCO determined that the crude column had to be replaced because it had reached the end of its useful life. Rather than simply replace the vessel in-kind, CARCO conducted a study to determine if a practical, cost-effective unit revamp could increase profitability while minimizing incremental investment.
Background
CARCO's Savannah refinery makes asphalt from 10.4° API Boscan crude. Depending on market demand, several asphalt grades are produced; however, performance grade (PG) 67-22 is the main product.
Because each grade has several specifications for penetration, viscosity, ductility, loss-on-heat, and others that must be met concurrently, it is a challenge to produce several grades of asphalt directly from the atmospheric crude column. In addition to using various additives, many refineries must operate both atmospheric and vacuum columns to meet asphalt product specifications.
The extra-heavy Boscan crude yields about 75-80 vol % asphalt depending on which performance grade is being produced. Because Boscan has an extremely high sulfur content, its other products have relatively low values compared to similar boiling-range material from comparable lower sulfur crudes. Maximizing the product basket value safely and efficiently are CARCO's primary operating objectives.

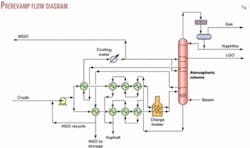
Before the revamp, the crude unit produced overhead gas, naphtha, light gas oil (LGO), middle gas oil (MGO), heavy gas oil (HGO), and asphalt (Fig. 1).
HGO was produced so that the asphalt would meet its specification; it was not a saleable product. The HGO was recycled to the feed when CARCO produced particular asphalt grades (Fig. 1); it therefore consumed unit capacity, raised energy consumption, and forced the unit to operate at higher heater outlet temperatures when producing a particular asphalt grade.
Overhead receiver gas was generated from the small amount of light ends in the crude, thermal cracking in the heater, and cracking in the crude column's bottom. Eliminating the HGO product and minimizing cracked gas production from the heater and crude column would improve unit economics.
Meeting asphalt specifications
Performance-grade asphalt must meet several specifications, which are interdependent. When one is adjusted others will change. If the loss-on-heat is high, for example, then the light front-end boiling range material must be reduced while maintaining the viscosity or penetration specification.
Altering a single variable, however, such as stripping steam or heater outlet temperature will not remove light materials only. Although these variables will reduce the loss-on-heat, they also increase viscosity and reduce penetration, causing the asphalt to be off-specification.
Decreasing percent loss-on-heat requires more stripping steam, possibly higher heater outlet temperature, and better fractionation from the MGO-asphalt fractionation section. Consequently, adjusting one asphalt property typically forces several operating variable changes.
Before the revamp, the No. 1 crude unit had a limited number of variables to adjust. Operating changes that affected asphalt properties were heater outlet temperature, stripping steam rate, fractionation, MGO and HGO product yields, and flash-zone pressure.
But when the process and equipment limits were reached, changes in an operating variable had little influence on the specification or worse, resulted in a counterintuitive response. When constraints were reached, finding the specific combination of variables that met all specifications was a trial-and-error process. Operations personnel learned to operate the unit, over time and through experience, to meet all the specifications.
When process or equipment limits are reached, it may be impossible to predict the influence of operating changes on product quality. Variables that would not normally influence product specifications become a major factor.
Increases in crude charge rate, for example, increase the amount of entrainment from the flash zone into the HGO product. The yield of HGO product needed to meet a given grade of asphalt specification and did not vary as a percentage of crude charge. It varied with charge rate based on the amount of entrainment, as well as other operating variables.
This efficient, low-fouling tray was used in the revamped stripping section (Fig. 10).
Test run data showed HGO product contained 60-80 vol % asphalt-boiling-range material; however, predicting the quantity of entrainment at different feed rates was impossible. Although operating personnel learned how to run the unit within its particular constraints, no process or equipment model could have predicted the specific operating point needed to meet asphalt specifications. It is possible to measure entrainment, but there are no accurate means of predicting the quantity when changing other variables.
Before successfully revamping a refinery unit, one must fully understand existing process flow scheme limits and equipment constraints. Because models make assumptions that may not reflect reality, these tools can be unreliable and should not be the sole basis for a revamp. Models must be calibrated with accurate data to ensure that the results represent true performance.
A comprehensive test run is mandatory to discover real-world problems like high entrainment, poor stripping, or high cracked-gas production. Before completing design work, the revamp engineer must be able to predict the outcome of an operating change such as raising heater outlet temperature.
If problems such as poor stripping-section efficiency are not identified, model predictions will not match actual unit performance, which will result in an off-spec asphalt product.
Revamp, finding opportunities
CARCO conducted test runs on the No. 1 and No. 2 crude units while producing two different grades of asphalt. To meet the asphalt specifications, each unit had to operate at different feed rates, heater outlet temperatures, and different MGO and HGO product yields. Furthermore, the process flow schemes of the two units were different.
Without test run data—including field-measured pressures and temperatures, and nonroutine stream laboratory analyses such as high-temperature simulated distillations—it is impossible to identify root-cause problems and find opportunities to increase revenue.
After analyzing all data and calibrating process and equipment models, we found that charge hydraulics, column heat removal, asphalt product cooling, crude oil water vaporization, and fired heater thermal cracking were all significant bottlenecks.
Laboratory testing showed that Boscan cracked at relatively low temperature in the ASTM D5236 pot still test. This test showed that cracking (gas production) increased significantly when oil temperature increased by only 30° F.
Although quantitative cracking data was not a direct match to the operating data, it showed qualitatively that the unit would produce more cracked gas at lower oil-film temperatures inside the heater tubes than with other extra-heavy crudes. In a rigorous model of the charge heater, therefore, oil-film temperature differences of only 30° F. between heater passes were significant.
A review of historical data was needed because the water content in Boscan cargo shipments varied from 0.3 to 1.8 vol %. Water content variability could have contributed significantly to crude hydraulic limitations.
A cost-effective solution would result only after all significant process flow scheme and equipment limits were identified. Although simply adjusting the operating variables resulted in improved unit performance in some instances, CARCO's basic process flow scheme and equipment design had to be modified to consistently improve unit performance.
Prerevamp process flow scheme
The existing unit's design limited its operating flexibility. For example, the equipment design required an HGO product so that the asphalt product would meet specifications. But producing HGO had a major effect on crude hydraulics, preheat operability, and heater performance.

The No. 1 crude unit had two parallel crude trains (Fig. 2). During the test run, the crude flow rate through the parallel circuits was not split evenly. HGO, before being sent to storage, exchanged heat against crude in one of the parallel passes and the MGO pumparound (PAR)-product in the other pass.
Because crude feed is a heat sink for PAR and product streams, parallel trains occasionally have unbalanced flow to meet exchanger service duties. When producing various asphalt grades, the yield of MGO and HGO varied as well as the asphalt rate. Crude flow through the two parallel passes was therefore adjusted so that HGO product and MGO PAR-product cooling needs were met.
These flow imbalances influenced crude charge hydraulics, water vaporization, and charge heater thermal cracking because the passes did not recombine before the heater.
Producing and recycling HGO also affected crude capacity, energy efficiency, and heater outlet temperature. Because the HGO contained up to 80% entrainment, recycling it actually made the feed heavier in some operating modes. Heavier feeds are more difficult to vaporize, thus the heater outlet temperature was higher due to the HGO recycle.
Crude hydraulics, preheat
Before the revamp, crude hydraulics and preheat were major bottlenecks. During the test run a complete pressure survey was conducted, from the charge pumps to downstream of the heater pass valves, to better understand hydraulic bottlenecks.
Fig. 2 shows that one of the two parallel passes was limiting the crude charge rate. One of the heater pass valves was fully open with little pressure drop; the other valve had a pressure drop of more than 35 psi.
Crude flow through the limiting pass was greater than the other pass. Additionally, crude preheat temperature was 13-20° F. colder in the pass with the lower flow rate. The temperature differential varied with the yield of HGO and the flow split to control asphalt rundown temperature.
Before the revamp, a screw pump fed crude through the two parallel heat exchanger trains. One train heated the crude first with MGO PAR-product then with asphalt product. The other used heat from the HGO product then asphalt product.
The pass flow-control valves and metering were downstream of the asphalt exchangers. Crude flow rates were adjusted so that the individual exchanger duties were maintained within the system's limits. For low-penetration asphalt, the crude column vaporization was higher, which resulted in a higher MGO PAR-product duty. When softer asphalt was made, less vaporization occurred and MGO PAR-product duty was lower.
Because the amount of heat available for crude preheat from the MGO PAR-product was always much higher than the HGO product, more crude oil was preferentially routed through this circuit. And while this increased heat removal from the MGO PAR-product exchangers, it also caused this circuit to limit crude charge.
Once the control valve was wide open, no more crude could be processed. Because the asphalt product rundown temperature was also an important variable, asphalt flow was unevenly split between the two parallel circuits. Producing HGO therefore affected the asphalt product rundown temperature, which was governed by tank operating temperature requirements.
Crude water content
Periodically, the pressure drop through the preheat train increased dramatically for no apparent reason, which forced operations to lower the crude charge rate. During the performance test, the average water content in the Boscan crude was 0.7 vol %.
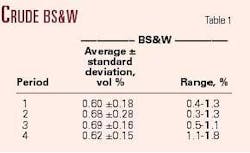
Table 1 shows that the crude water content varied 0.3-1.8 vol %. More water lowers unit capacity because it changes the pressure profile of the preheat train. Every 0.25 vol % increase in water content lowers unit capacity by 2-3%; therefore, when water increased from 0.3 to 1.8 vol %, the charge rate was reduced about 12-18%.

Crude water content influences crude hydraulics because at higher temperatures and lower pressures, water vaporizes and increases the pressure drop. Because the water content was variable and unpredictable, so too was the system pressure drop. CARCO's crude charge system pressure drop, therefore, was highly dependent on the crude water content (Fig. 3).
Because screw pumps were used to feed crude, reducing the pressure controller spillback until the relief valves in front of the first exchanger became limiting increased the pressure at the first exchanger's inlet. When the limiting pressure was reached, the crude charge rate had to be reduced.
Water also affected the crude heater's operation. The residence time in the crude charge heater decreased as the water content increased. Because Boscan crude begins to crack at a relatively low temperature, the shorter residence time decreased thermal cracking and gas production.
Furthermore, more water decreased the flash-zone oil partial pressure, which increased vaporization. As the crude water content increased, therefore, the heater outlet temperature could be reduced for the same amount of flash-zone vaporization.
Charge heater, thermal cracking
Crude fired heater performance determined the rate of thermal cracking, which affected thin-film oven test properties as well as the rate of gas and coke formation. Additionally, CARCO's two heater passes operated at different conditions due to the crude flow rate imbalances and preheat train differences.
The train with the MGO PAR-product exchanger had a 25° F. lower heater-pass outlet temperature and higher oil flow rate than the one with the HGO product exchanger.
Thermal cracking is a function of the oil film temperature and residence time. If the oil film temperature and oil residence time increase, so does the rate of thermal cracking. Because the two heater passes had different flow rates, the rate of cracking was different.
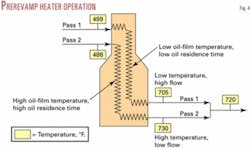
Fig. 4 shows that one pass had a lower oil mass velocity and higher residence time. Because the produced HGO had to be cooled, the crude heater operation and asphalt properties were adversely affected by crude flow rate imbalances. Balancing the pass flow rates and heater outlet temperatures would reduce thermal cracking and improve asphalt properties.
Atmospheric column
CARCO's existing process flow scheme (Fig. 5) and equipment design both had areas that needed improvement.

The process flow scheme included a total LGO product draw above the MGO PAR; therefore, a higher charge-heater duty or stripping-steam rate increased MGO PAR duty at a constant LGO product yield. This allowed more reflux to the MGO-asphalt fractionation section or a greater MGO yield.

The system was difficult to control because the MGO draw sump had a short residence time (Fig. 6). Any operating disturbances, therefore, such as changing crude charge tanks, water content, or grades of asphalt would upset the unit.
MGO from the column exchanged heat with crude and cooling water. This stream then split into MGO PAR-product and subcooled reflux to the MGO-HGO fractionation section. When the MGO product rate changed, the operator had to vary fractionation section reflux and the HGO product rate to control the asphalt product specification.
Poor fractionation between MGO and HGO significantly increased the asphalt product loss-on-heat. Because Boscan crude is heavy and difficult to vaporize, the MGO-HGO fractionation section reflux rate was low, which resulted in low tray-weir loadings that reduced tray efficiency.
Low stripping-section efficiency further reduced MGO-HGO section reflux because the charge heater operated at maximum outlet temperature. Because increasing further the heater outlet temperature would degrade asphalt properties due to thermal cracking, CARCO had to reduce the feed rate to meet asphalt product specifications; the heater outlet temperature and stripping steam rate were maximized.
HGO was either sent to tankage or recycled to feed depending on the grade of asphalt produced. It was not a saleable product, however, due to contaminants (as much as 80%) from flash-zone entrainment.
Before the revamp, asphalt-stripping efficiency was not optimized. CARCO's stripping section used full-column diameter trays, which have inherently low efficiencies.
Revamp process flow scheme
To maximize asphalt production, the process flow scheme and some of the major equipment needed revamping. The unit had to stop producing HGO to maximize asphalt production, increase charge rate, and balance the heat input to crude. Fractionating the HGO into either MGO or asphalt maximized asphalt yield.
Balancing the crude split flows eliminated hydraulic constraints and reduced thermal cracking in the heater. The HGO product service was converted to an MGO PAR-product service so that each pass had the same crude preheat.

Fig. 7 shows some of the modifications. Before the revamp, the heater pass flowmeters were inaccurate because they measured two-phase flow that was a result of water vaporization. Existing flowmeters were relocated at the front of each train to ensure accurate flow measurements.
Other process flow modifications included adding a fourth crude-asphalt exchanger to each of the crude trains to reduce asphalt rundown temperature. The additional MGO PAR-product and asphalt exchangers allowed the crude preheat temperature to increase more than 20° F., which reduced energy consumption and lowered heater firing per barrel of feed.
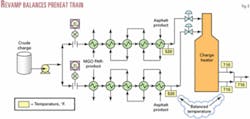
Balancing crude flow rate to each pass equalized the heater pass outlet temperatures (Fig. 8).
Crude column replacement
The crude column needed replacing because the vessel had reached the end of its useful life.
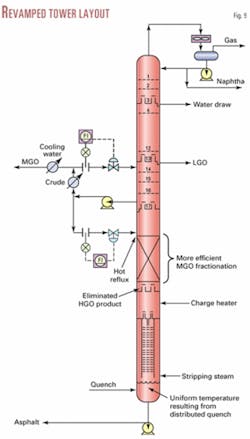
Fig. 9 shows the tower and process changes. Due to process flow scheme changes and eliminating HGO production, the MGO-asphalt fractionation was converted to hot reflux from subcooled. The fractionation trays were replaced with packing.
Changing from a subcooled liquid to a bubble-point liquid reflux simplified the tower heat-balance control. The revamp increased stripping section efficiency, reduced flash-zone entrainment, and maximized MGO-asphalt fractionation section efficiency. The new stripping section doubled efficiency by adding more, higher-efficiency trays.
CARCO increased the asphalt stripping steam rate to the condenser limit to further improve stripping. These changes helped increase asphalt yield on whole crude.
Maximizing stripping section efficiency was an essential factor to meet asphalt specifications without having to produce HGO. Reducing the active area to a minimum improved vapor-liquid contacting and maximized tray efficiency.
The stripping trays used sieve holes and had no stagnant areas on the tray deck or downcomers. The trays had a rectangular design, high weir loading, low weir height, special weir design, high downcomer clearance, and downcomers designed with a minimum cross-sectional area. These custom design features allowed maximum tray efficiency while minimizing fouling tendencies.

Each tray open area (hole) was optimized to reflect the changes in the vapor rate that occurred across the stripping section. Fig. 10 shows the stripping trays used.
Improved stripping-section performance lowered the heater outlet temperature by raising the amount of oil vaporized in the stripping section. High-efficiency stripping lowered the oil partial pressure, which vaporized the front-end of the flash-zone liquid. These stripped hydrocarbons contained a large amount of the light material that affected the loss-on-heat.
Stripping also generated more flash-zone vapor that was condensed in the pumparound, thereby increasing reflux in the MGO-asphalt fractionation section.

Other changes included a new bottom quench system, which eliminated high bottoms temperature areas that caused thermal cracking. Because the oil residence time was high in the column's bottom, thermal cracking adversely affected asphalt properties and the amount of cracked gas produced (Fig. 11).
A quench system was installed that eliminated high-temperature gradients in the bottom of the column.
Energy efficiency
The heater outlet temperature and asphalt product rundown temperature determined the energy consumption. Lowering these temperatures reduced energy consumption. The minimum asphalt product rundown temperature was set at about 330° F. for environmental and oil movement reasons.
Because asphalt product yield was 75-80% of the crude charge, the majority of recoverable heat came from this stream with remaining heat recovery from the additional MGO PAR-product exchanger. Heater outlet temperature decreased because stripping-section efficiency and stripping-steam rate were both increased.
Revamp results
After the revamp, the asphalt yield on whole crude increased by 2 vol % on crude, depending on the asphalt produced. Preheat temperature increased 25° F. and energy consumption was lowered.
During start-up, the unit reached production rate and product specifications much faster than in the past. In addition, due to improved tower controllability, asphalt specifications are now achieved much faster when changes are required.
The project met all processing objectives. The unit has been pushed to 7% above design charge rates; crude hydraulics is the only limiting factor.
The authors

Daryl W. Hanson (dhanson@ revamps.com) is a chemical engineer with Process Consulting Services Inc., Houston. His responsibilities include conceptual process design and equipment design. He specializes in all phases of refinery distillation from process simulation through field inspection. Previously he was lead process specialist for Koch-Glitsch Inc. where he was involved with more than 100 column revamps including heavy oils and light-ends recovery towers. Hanson holds a BS in chemical engineering from Texas A&M University.

Tony Barletta is a chemical engineer for Process Consulting Services Inc., Houston. His primary responsibilities are conceptual process design and process design packages for large capital revamps. Barletta previously worked as a production planner and process specialist for BP Oil Co.'s Alliance refinery and as a process engineer for Hess Oil Virgin Islands Corp. He holds a BS in chemical engineering from Lehigh University.

Joe Johnson is the maintenance manager for Citgo Asphalt Refining Co., Savannah, Ga. His experience includes maintenance, reliability, and construction for the petroleum and chemical industries. Johnson holds a BS in mechanical engineering from Auburn University.

Bruce Dahm is the refinery manager for Citgo Asphalt Refining Co., Savannah, Ga. He has 30 years' experience in the refining industry, including experience in process engineering, operations, and projects. Dahm holds a BS in chemical engineering from the University of Toledo and an MBA from Cleveland State University. He is a registered professional engineer in Ohio.