Saudi Aramco details nonmetallic products deployment in oil, gas
MD Anwar Parvez
Abdulaziz Y. Asiri
Adel Badghaish
Abdullah K. Al-Dossary
Abdulelah Al-Mehlisi
Dhahran
Saudi Aramco has successfully deployed modern composite materials across a significant portion of its oil flowline network and some of its natural gas flowline network, managing corrosion and reducing system cost.
Corrosion in oil and gas operations is generally caused by water, carbon dioxide (CO2) and hydrogen sulfide (H2S), and can be aggravated by microbiological activity. The cost of corrosion is very high.
Deploying nonmetallic materials in economically and technically feasible applications combats corrosion. Saudi Aramco's Nonmetallic Road Map was launched in 1998 with the primary objectives of reducing the annual cost of corrosion by 10% and promoting local content.1 The Nonmetallic Road Map was recently revised to align with the company's desire to lead global adoption of nonmetallic products with the following objectives:
• Managing corrosion to enhance the safety, integrity, and reliability of operating facilities.
• Minimizing life cycle cost by reducing both the cost of corrosion and the cost of the capital program.
• Promoting the conversion of oil to petrochemicals (boosting the feedstock for nonmetallic products would increase demand for oil).
• Encouraging investment in nonmetallic companies.
• Encouraging local nonmetallic product manufacturing and service providers.
This article discusses the use of reinforced thermoplastic pipe (RTP) in Saudi Aramco's oil flowlines. Saudi Aramco operates the world's largest flowline network, mainly built from carbon steel (CS). A CS flowline is susceptible to corrosion damage as a result of its exposure to common oil field fluids, CO2, H2S, O2, and bacteria. Saudi Aramco found RTP used in flowline applications to be successful in controlling corrosion.
RTP products
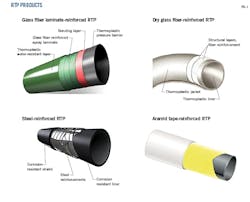
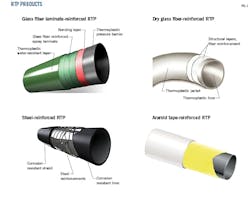
RTP consists of three layers: an inner layer, which acts as a bladder that contains the process stream, an intermediate layer, which reinforces the pipe, and an outer sheath, which protects the pipe from wear, impact, and weathering. Generally, high density polyethylene (HDPE) and polyethylene raised temperature (PE-RT) resins are used for the jacket and liner, resistant to temperatures of 140° F. and 180° F., respectively. These materials satisfy rigorous requirements for high strength and increase resistance to slow crack growth.
Reinforcements used in RTP products include glass fiber-reinforced epoxy laminate, dry glass fiber, aramid fiber, steel strip, and steel cord. Fiber reinforcements are usually made from modified boron free E-glass. Aramid fiber tape or braided aramid fibers are also used as a reinforcement. Steel reinforcements are usually made from corrosion resistant strips or galvanized steel cords. Fig. 1 shows typical RTP products with different reinforcements and configurations.2-5
Flowline connection
The RTP flowline connection is mostly a metallic system that mechanically fastens fittings to the pipe. The connection system usually involves swage, crimp, mechanical, and fusion attachments. Fittings are available as tee, elbows, weld neck, midline coupling, etc.2-5 The fittings can terminate the pipe with a standard ASME B16.5 lap joint flange or weld neck transition. The weld neck allows direct connection to the steel pipe. The midline coupling allows two lengths of RTP to be connected together without an intermediate flanged or welded joint. Flanges are available up to Class 300, 400, 600, 900, and 1500, reflecting psi ratings.
Fluid compatibility typically guides selection of end-fitting material. CS with high phosphorus electroless nickel plating and a fluoropolymer sealer is generally used as fitting material. Fittings made with 316L or duplex steel are also available for use in extreme chemical environments. End fittings are installed in several sequential steps by a specialized press or swaging unit in the field. Installation can be completed in 15-30 min. Fig. 2 shows four basic types of fittings: flange, weld neck, midline coupling, and electrofusion jointing.
Product design standards
API RP15S guides design and qualification of spoolable glass fiber RTP.6 This specification covers materials, pressure ratings, safety and service factors, including manufacturing and quality control methods. All spoolable RTPs reinforced with either fiber or steel were designed and qualified per the API 15S specification. Long-term hydrostatic pressure testing of fiber reinforced RTP was carried out per ASTM D2992-12 Procedure B.7
Materials compatibility
Evaluating compatibility of the liner with the conveying fluid ensures the liner is not susceptible to excessive swelling and blistering. As the temperature increases, the effect of the fluid on the liner's performance deteriorates. Blisters are caused by the plasticization effects of the solvents and the reduction in modulus. Swelling is caused by chemical similarity between the solvent and the thermoplastic liner. In RTPs, generally, HDPE or PE-RT are used as liner materials and the water, alcohols, and bases typically have little or no effect on them.

These materials are also highly resistant to most biocides, dyes, corrosion inhibitors, and O2 scavengers in concentrations typical of hydrocarbon, water, and gas injection service. CO2 does not chemically affect HDPE or PE-RT, but its molecules can readily migrate throughout the liner. Rapid bore depressurization can cause blistering. The suitability for CO2 service of any application should be confirmed by rapid decompression testing. RTP is suitable in high wax-content applications, but a pigging program should be in place to ensure reliable operation.

RTPs also are compatible with aromatic and cycloalkane hydrocarbons (e.g., benzene, toluene, ethyl benzene, xylene, naphthalene, and cyclohexane) in gas or liquid service. The manufacturers performed tests on the suitability of crude oil containing aromatics and cycloalkanes, and provided test reports to Saudi Aramco. The test results showed that the products are suitable from 50% aromatic content, verified by field deployment.
H2S is a toxic substance that does not affect the liner. But H2S can pass through the liner and be released. It is recommended that RTP containing sour crude (H2S) be buried and terminated underground.
The liner protects steel reinforcement (strips or cords) used in the RTP. Water, H2S, and CO2 permeants can cause issues. The cords or strips must be evaluated for sulfide stress cracking (SSC) and hydrogen induced cracking (HIC) in accordance with NACE TM0177.8 Testing of the cords or strips was also done per the predicted annulus condition with a certain percentage of H2S in the bore. The maximum sour service limit was determined based on the successful SSC and HIC test of the cords or strips.
Materials for fitting components in sour applications are selected in accordance with NACE MR0175-ISO 15156.9 Generally, fiber reinforcement is not deteriorated by the permeants. But in the case of liner or jacket breaches, water and oil might get into the annulus, and the fiber strength will be significantly reduced. In this case, the damaged section needs to be identified and replaced with a new section.
Qualification requirements
Qualification of RTPs ensures compliance with API RP15S, which uses established ASTM testing methods for establishing long-term performance. Qualification tests included long-term hydrostatic strength, bend radius, elevated temperature hold, short-term burst, impact, external load performance, and axial load capability.
Installation
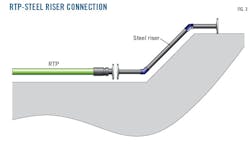
RTP can be installed either buried or laid on the surface, depending on the carried fluid's composition, the project's design parameters, and the surrounding environment. For sour hydrocarbon and sweet-sour gas applications, RTPs should be buried and terminated underground with a coated steel riser (Fig. 3). The RTP connector can be a weld neck, thereby avoiding use of flanged connections underground.
Permeated gasses are a consideration for all polymer piping systems carrying hydrocarbons. But the rate of permeation is very small, limiting the scale of this concern. Fluid containing toxic H2S should be vented properly. During inspection or repair of RTP pipeline damage, precautions should be taken and respective manufacturer guidelines should be followed regarding H2S accumulation near the fitting area.
Most buried applications use either plowing or trenching, or a combination of both, for installation. One big advantage of RTPs over rigid steel pipes is their relatively narrow rights of way. Crossings under roadways are typically pulled into a carrier pipe. The bottom of the trench should be prepared with a thin layer of soil or sand. RTP is generally deployed by pulling it from a stationary spool.
In sweet liquid hydrocarbon applications RTP can be buried aboveground. In the context of the Arabian Gulf, it is recommended to use a berm covering the top of an asphalt-stabilized RTP, required to ensure the berm will not blow away with the wind. The external surface of the fittings in these applications is usually nickel plated and not intended for corrosion protection.
Khurais crude increment project
Mass deployment of RTPs at Saudi Aramco began with the Khurais Arab Light Crude Increment project, which involved building more than 81 oil well flowlines to add 300,000 b/d of production capacity. Roughly 70 more flowline projects were expected to be completed in Khurais through end-2017, for a total of about 400 km of additional flowlines. Traditionally, Saudi Aramco flowlines are built of CS piping. Saudi Aramco, however, elected to use RTP for the Khurais crude increment due to its presumed advantages.
The RTP deployment initiative passed through a rigorous qualification process to ensure compatibility with Saudi Aramco flowline requirements. RTP flowlines were next successfully trialed in two wells, Well X and Well Y. After completion of the trial test installations, the potential benefits of RTPs were quantified in terms of initial and life-cycle cost, and the time of installation compared to CS.
The facility planning department also conducted a life-cycle cost analysis to evaluate the most economical option for different grass-root oil well flowline installations at Khurais Field.10 The analysis covered five different options:
• 8-in. fusion-bond epoxy (FBE) internal and external coated CS pipe.

• 8-in. FBE external coated CS pipe with corrosion inhibitor injection.
• 6-in. externally coated CS pipe with corrosion inhibiter injection.
• 6-in. RTP.
• Dual 4-in. RTP.
The RTP at different configurations was three times more economical than the CS in terms of incremental net present value. The cost savings stemmed from the elimination of corrosion control measures and maintenance cost for the RTP in comparison to the CS. Additionally, a dual 4-in. RTP pipeline's initial cost is cheaper than the internally coated 6-in. CS pipeline cost, with both designed to deliver the same amount of crude.
Project completion time for a new well tie-in also dropped sharply. For example, an average 1-km CS flowline takes about 70 days to be built, while the flowline at Well X using RTP piping material was built in less than 2 days. About 80% of the work needed to build a CS flowline was eliminated by using a nonmetallic RTP piping product.
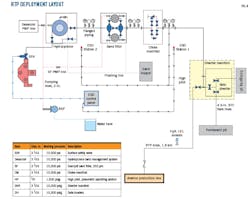
The accompanying table shows the breakdown of construction activities for the Well X RTP flowline.
Construction of the RTP line also requires less manpower. It is easier and safer to handle and transport, as 1 km of RTP can be transported by a single truck, compared with 12 m spools of CS. Unlike CS, RTP pipeline construction activities don't involve welding or other hot work.
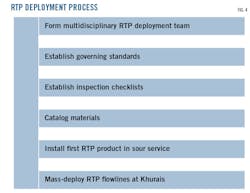
Saudi Aramco management elected to mass deploy RTP pipeline for all new Khurais field well flowlines starting from 2016, helping the project management team deliver the wells safely and on schedule. Fig. 4 summarizes the team's efforts to move from trial test to mass RTP deployment. Saudi Aramco has installed almost two-thirds of the RTP flowlines planned for Khurais field.
Shaybah gas condensate project
Gas condensate's presence in a liquid phase depends on temperature. It typically contains aromatics, cycloaliphatic (e.g., cyclohexane), and lower-carbon hydrocarbons. Mechanical properties of the liner material need to be evaluated accordingly. Though the hoop and axial stress of the multilayer RTP will be carried by the pipe reinforcement, retaining liner integrity in long-term service plays an important role in ensuring that fittings remain intact and no leakage occurs during operation.
Saudi Aramco performed a thorough analysis of the liner's mechanical properties, using specimens immersed in condensate and compared to base-case nonimmersed samples. Results showed polyethylene (PE) based RTP as suitable for gas condensate applications.

Aramco installed spoolable fiber RTP in a gas condensate application in 2016: Shaybah's NGL downstream pipeline, used to transport gas condensate to its Gas and Oil Separation Plant (GOSP) 2 (Fig. 5). A total 26 km of dual 4-in. RTP pipeline was built, eliminating the need to burn gas condensate. RTP has been qualified for gas condensate within an operating envelope for sweet or sour up to 2,250 psi at 180° F.
Unconventional gas project
Unconventional gas is a key to meeting Saudi Arabia's growing energy needs. The first unconventional gas project phase, known as System A, is under construction and will carry almost 70 MMscfd of gas. The second phase, System B, will add 300 MMscfd.
Most gaseous products will contain water, and having a substantial amount of CO2 as well can increase the corrosion rate of any CS flowline. Methanol added to reduce hydrate formation can also affect FBE coatings. A reservoir might also change from sweet to sour and the lifetime of the wells can vary from 2 to 10 years. These variables have placed a premium on generating revenue sooner through faster well tie-ins.
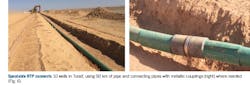
Spoolable RTP addresses all of these variables. RTP not only eliminates hot work, welding, coating, and cathodic protection requirements, but can be reclaimed and used elsewhere as the location of producible resources evolves. To date, 92 km of RTP have been used on 10 wells in Turaif (Fig. 6).
Zero-flaring application
Saudi Aramco seeks to comply with environmental protection policies by eliminating or reducing flaring during gas well cleanup. To do so, recovered gas and associated condensate needs to be reinjected into the nearest production line using a temporary connecting pipeline. Since cleanup lasts for a short period of time-normally less than 1 week-every 15 years, building a conventional CS pipeline is not practical. RTP pipeline, however, can connect the well to the nearest production line in less than 1 day. It can also be respooled once the job is completed and redeployed at other wells.
Figs. 7-8 show successful implementation of this idea during cleanup of gas Well Y. A 4-in. steel reinforced RTP connected Well Y to the nearest production line from Well Z, 1,800 m away, reducing both pollution and cost.
Development
The Saudi Aramco nonmetallic team worked with several manufacturers to identify solutions for crude oil flowlines experiencing aggressive internal corrosion. The flowlines, mainly built with CS piping materials, experienced aggressive premature internal corrosion failures due to high H2S and CO2 and increasing water cut. Several nonmetallic products, such as reinforced thermosetting resin (RTR) and RTP, were evaluated. Due to the higher, 200° F., operating envelope of RTR, the team evaluated its use in crude oil flowlines. Several pilot tests conducted in the North Ghawar fields demonstrated RTR's compatibility with sour crude, These successful installations prompted development of design and construction standards to facilitate bulk RTR deployment as part of capital projects (Fig. 9).
Although RTR pipe paved the way for successful nonmetallic deployment of flowlines, building these lines in the Gulf region's harsh terrain remained difficult. Saudi Aramco, therefore, started to evaluate other nonmetallic piping options, such as RTPs, as flowlines. RTP is spoolable (Fig. 9), and depending on its diameter, 1-4 km/day can be deployed.
PE-RT increased the temperature envelope of RTP to 180° F. from 140° F. This advance in RTP manufacturing allowed use of RTP in crude oil flowlines, which required at least 170° F. resistance in most Saudi Aramco oil fields. Other RTP manufacturers also developed modified or new tie-layer systems for their specific products to increase temperature ratings to 180° F. Most specifications, however, were limited to 15% aromatic content, less than Saudi Aramco crude's average levels.
Evaluating the liners' long-term performance in handling Saudi Aramco crude involved installing short spools from different RTP manufacturers in a flowline with high aromatic content and up to 7% H2S. To ensure safety, all the RTP test spools were enclosed in a CS casing. At the end of the test, the samples were destructively tested and no degradation was noted when compared with test results of the unaged samples.
Saudi Aramco next performed a full pilot test using two fiber-reinforced RTPs, one on a sweet crude flowline and the other on a sour. Manufacturers also performed aromatic content tests up to 50% to evaluate the long-term performance of the liner material. Results revealed no degradation effects. The successful pilot test and aromatic content test guided design and construction criteria for deployment of RTP.
Saudi Aramco collaborated with RTP manufacturers to expand the operating envelope of RTP along the following parameters:
• Aromatic content compatibility level increased to 50% from 15%.
• Design temperature of 4-in., 2,250 psig RTP increased to 180° F. from 140° F.
• Length of a single reel of 6-in. 1,500 psig RTP increased to 500 m from 180 m.
• Design temperature of steel-reinforced RTP increased to 194° F. from 140° F.
• Design pressure of steel-reinforced 6-in. RTP increased to 3,000 psig from 2,250 psig.
• Design temperature of aramid and steel-reinforced RTP increased to 185° F. from 150° F.
• Pressure rating of 4-in. steel-reinforced RTP increased to 3,200 psig.
RTPs are increasingly accepted as an alternative to conventional metallic onshore pipes for oil and unconventional gas applications at Saudi Aramco. Saudi Aramco uses RTP in water injection and disposal, crude oil, gas, gas condensate, and zero flaring applications.

Saudi Aramco deployed both RTR and RTP successfully: RTR in Abqaiq (left) and RTP in Hawfah (Fig. 9).
RTP can be used in other applications, including gas lift and high-pressure drain lines. Though Saudi Aramco is leading industrial usage of RTP in hydrocarbon applications, a wide array of applications could not be tapped due to size, temperature, and pressure constraints.
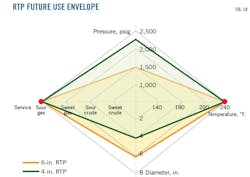
Fig. 10 outlines Saudi Aramco's RTP requirements in different applications. RTPs can be used in water injection and disposal applications up to 6-in. and 3,000 psig. RTP sizes up to 8-in. and 10-in. would be required, with up to 3,000 psig, to penetrate a wider market in these areas. RTP in hydrocarbon applications can be used up to 6-in. and 2,250 psig at 180° F. RTP with a 220° F. temperature rating are required to expand use in this segment. Expanding the envelope will enhance RTP use in flowlines while also impacting the hydrocarbon value chain.
Recommended best practices
Saudi Aramco's design, installation, and testing yielded best practice proposals, which should be followed by the upstream oil and gas industry to ensure a longer service life.
Fluid compatibility, design pressure, and temperature, including upset operating conditions (e.g., surge effect), should guide RTP selection. In the Gulf environment, hydrocarbon flows at a higher temperature, requiring evaluation of the effect of continuous-flow wellhead temperature on piping material, including fittings.
Pre-installation
Visual inspection of the pipe's outer jacket must look for damage such as kinking, gouges, dents, bubbles, and cracks. The extent of the identified damage needs to be thoroughly evaluated, based on the product type, to determine required corrective actions. The pipe is shipped in reels, and the pipe ends should be protected with end caps, otherwise the pipe needs to be cut at least 3 m from its end to ensure dry ends.
Pipe-marking review needs to confirm that the received pipe has the proper size, pressure rating, and temperature limitation. Fittings and connector tags must also be checked in regard to these characteristics. Furthermore, the outer and inner surfaces of the fittings need to be inspected for any signs of material or coating damage.
Installation
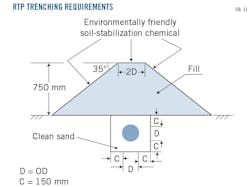
Certified crews must install or repair the RTP and fittings in accordance with the specified manufacturer procedure. The pipe should be laid in the trench so that the crown of the pipe is below grade and with at least 6-in. (150 mm) clearance from the trench walls. The pipe should be surrounded by a 6-in. clean sand layer to protect it from impact damage during operations (Fig. 11). The pipe will need to be pulled in accordance with the manufacturer's recommendation to prevent overstressing it. Multiple pipes can be installed in the same trench, with at least a 6-in. clearance between them to account for inspection and maintenance. Despite the system's flexibility, the manufacturer's recommended minimum bend radius should still be followed.
RTP can be installed above grade but only for non-sour oil, whereas for sour oil and sweet-sour gas applications RTP should be buried. Buried installation also reduces third-party damage. A metallic riser is recommended for buried installation, to minimize pipe stress at tie-in sites. Cathodic protection or nonmetallic wrapping applied to each buried joint will account for external coating damage during installation. The RTP should be protected against overloads at road crossing locations by installing it inside steel casing or placing concrete slabs or steel plates over the pipe.
Testing, inspection
All new or repaired RTP pipelines will need to pass hydrostatic testing using water at 1.5 × design pressure for at least 4 hr. Before pressurizing, the line needs to be clean and free from air with 0.5-m backfilling provided to ensure stability. All joints should be exposed during the hydrostatic test, and it is recommended to install signs over each joint location to allow for future inspection. Monitoring H2S permeation at the joint locations biannually is also recommended.
Standard optimization
The ability to install nonmetallic pipe, especially spoolable RTP and subsea flexible, at an accelerated rate significantly improved schedule in several Saudi Aramco projects. In line with this, nonmetallic materials are mandated in several applications at Saudi Aramco by making them the base case in contexts in which they've been proven. The materials selection section of SAES-L-132 has been updated to pave the way for mandating all proven nonmetallic applications within Saudi Aramco facilities. Liquid and two-phase onshore flowlines will use RTP and RTR and liquid and two-phase offshore flowlines will use subsea flexible pipe to proactively control corrosion and reduce cost.
Saudi Aramco enhanced its alignment to international standards by benchmarking, conducting value engineering sessions, and overlaying or mirroring company documents with the industry's. Aramco has promoted adoption and use of the overlay format, an international standards writing style in which the company's internal document references corresponding international standards.
References
- Saudi Aramco, "Nonmetallic Road Map," 2016.
- Fiberspar, "Technical Manual," 2015.
- Flexpipe Systems, "Technical Manual," 2015.
- Flexsteel, "Technical Manual," 2015.
- Soluforce, "Technical Manual," 2015.
- API Specification 15S "Spoolable Reinforced Plastic Line Pipe," March 2016.
- ASTM D2992, "Practice for Obtaining Hydrostatic or Pressure Design Basis for "Fiberglass" (Glass Fiber Reinforced Thermosetting Resin) Pipe and Fittings," API 15HR "Specification for High-Pressure Fiberglass Line Pipe," 2012.
- NACE TM0177, "Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in H2S Environments," September 1997.
- NACE MR0175, "Petroleum and Natural Gas Industries Materials for Use in H2S Containing Environments in Oil and Gas Production," 2015.
- Saudi Aramco, "Life Cycle Cost Analysis Reinforced Thermoplastic Pipe (RTP) for Oil Flowlines Installation at Khurais Field," Facilities Planning Department, 2015.
Acknowledgments
The authors would like to thank Southern Area Oil Operations, Northern Area Oil Operations, the Unconventional Resources Engineering & Project Management Department, Shaybah Producing Department, and the Production and Facility Development Department for their contributions to the testing, analysis, and deployment of RTPs in oil, gas, and gas condensate applications. The authors also wish to extend their appreciation to the Onshore Maintain Potential Projects Department, Strategic Sourcing Department and Facility Planning Department, who provided support for deploying RTP in the field.
• Managing corrosion to enhance the safety, integrity, and reliability of operating facilities.
• Minimizing life cycle cost by reducing both the cost of corrosion and the cost of the capital program.
• Promoting the conversion of oil to petrochemicals (boosting the feedstock for nonmetallic products would increase demand for oil).
• Encouraging investment in nonmetallic companies.
• Encouraging local nonmetallic product manufacturing and service providers.
The authors
MD Anwar Parvez ([email protected]) is a nonmetallic engineer at Saudi Aramco, Dhahran. He holds two MS degrees in engineering, one in polymer matrix composites and the other in metal matrix composites, from Nanyang Technological University, Singapore, and Concordia University, Canada, respectively. He specializes in high-pressure composite pipe in onshore and offshore applications, subsea umbilical, nonmetallic downhole tubing, lined pipeline, and composite repair.
Abdulaziz Y. Asiri ([email protected]) is a nonmetallic specialist at Saudi Aramco, Dhahran. He holds an MS (2003) in polymer engineering from University of Akron, Ohio, and a BS (1996) in mechanical engineering from King Fahd University of Petroleum and Minerals, Dhahran.
Adel Badghaish ([email protected]) is a senior nonmetallic engineer from the consulting services department. Adel has BS, MS, and PhD degrees in mechanical engineering and an MS in engineering management. Adel has more than 25 years' experience in Saudi Aramco and his area of expertise involves construction, operation, maintenance, and inspection of metallic and nonmetallic piping systems. He is the nonmetallic standards chairman of Saudi Aramco.
Abdullah K. Al-Dossary ([email protected]) is a nonmetallic engineer at Saudi Aramco, Dhahran. He holds an MS in polymer engineering (2008) from the Institute of Materials Engineering & Polymer Technology and a BS in mechanical engineering (2004) from Pennsylvania State University. He is a member of the National Association of Corrosion Engineers (NACE) and serves as a chairman for NACE West Asia & Africa Area.
Abdulelah Al-Mehlisi, ([email protected]) is a lead pipeline engineer at Saudi Aramco, Khurais Producing Dept. He has also served as a plant engineer and operational excellence lead. He holds a BS (2013) from King Fahad University of Petroleum and Minerals. He is a member of SPE.