Study improves performance of TEG dehydration unit at Saudi complex
Kamarul A. Amminudin
Bader S. Albabtain
Mohammad Manzoor
Saudi Aramco
Dhahran
In early 2017, Saudi Aramco undertook a study to improve dewpoint control performance of gas dehydration units at its 1.2-million b/d Khurais Central Processing Facility (KhCPF) in Saudi Arabia as part of the company's ongoing program to enhance efficiency across operations.
As part of the initiative, KhCPF's engineering team focused on improving the triethylene glycol (TEG) dehydration system. The assessment involved a thorough review of current performance, prompting turnaround and inspection (T&I) of the TEG units.
This article examines the engineering team's experience in and recommendations for troubleshooting and further improving the TEG dehydration system's performance to meet the plant's gas-dehydration goals.
Background
Receiving feedstock from crude oil processing trains at the site, KhCPF's gas train is designed to process associated sour gas to yield NGL products sent to a fractionation plant and dry sour gas sent to a gas plant for sweetening (OGJ, Dec. 1, 2014, p. 76).
The gas train is equipped with a TEG dehydration system that removes moisture from the process gas upon contact with TEG fluid in the TEG contactor.
Before entering the TEG contactor, wet sour gas is passed through the TEG inlet filter-separator to remove free liquids and solids from the gas stream. Rich TEG exiting the contactor is processed through the regeneration system to dehydrate the TEG and to remove particulate matter and hydrocarbons.
By yearend 2016, the gas train TEG system's performance intermittently fluctuated, particularly with respect to moisture ppm specifications for export gas exiting the train. While export-gas product remained on spec, system performance was erratic. This observation puzzled the team, especially since the gas train was in full-load operation, under which stable operations are to be expected.
Together with operators, the engineering team embarked on a project to identify the possible root cause for an inconsistent moisture-specification profile during a 2-month period.
The team considered three aspects throughout the assessment: the TEG system's process performance, chemical performance, and internals integrity.
Process performance

As part of the process performance assessment, the team examined the operating temperature of inlet gas to the TEG contactor, TEG circulation flow rate and reboiler temperature, the pressure differential (dP) across TEG purifiers, and dP across rich-TEG filters.
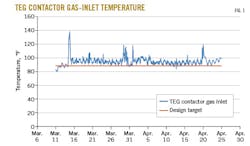
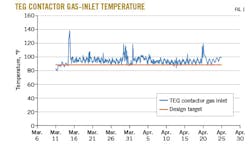
• Inlet-gas operating temperature to TEG contactor. With the gas train running on feedstock from three oil trains, the design inlet temperature is set at a maximum of 90° F. While an operating temperature exceeding design basis doesn't necessarily impact overall TEG system performance, it does increase moisture content in the gas. As such, it's advantageous to have cooler feed gas, which has a lower moisture content.
To troubleshoot the issue, the team recommended keeping the operating temperature as close as possible to the design basis by ensuring sufficient cooling to the unit.
Fig. 1 shows the relatively higher inlet-gas temperature vs. the design basis over the 2-month period.
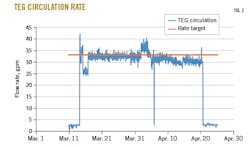
• TEG circulation flow rate. Data collected also showed that the TEG circulation rate exceeded the design basis in instances where the circulation rate was increased to accommodate higher moisture in the feed gas (Fig. 2). Because the variations were small, however, the team determined that this wasn't a primary cause of the system's erratic performance regarding fluctuations in moisture content.
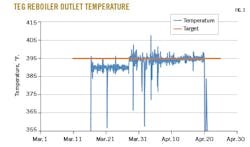
• TEG reboiler temperature. The TEG reboiler temperature is a critical indicator of overall TEG system performance. Data collected during the study showed performance of the reboiler temperature apparently was meeting the design basis temperature of 390-395° F., but there were reboiler temperature spikes that could impact the TEG quality with regards to moisture absorption (Fig. 3). As discussed later, the temperature of the reboiler could reach as low as 350° F. and as high as 405° F., the maximum temperature allowable for TEG system operation.
The trend indicated that spikes in the TEG reboiler temperature could occasionally impact the required lean-TEG quality of more than 98 wt %. Temperature spikes during the 2-month period that were much lower than the target of 395° F. corresponded to a rising sour gas-dewpoint temperature approaching the maximum-allowable dewpoint temperature, indicating inconsistent TEG reboiler performance.
• dP across TEG purifiers. The TEG purifier is an active-carbon filter that removes heavy hydrocarbons (such as degradation products) that could lead to foaming problems from the TEG. The dP should not exceed 7 psi. If this dP is reached, the filters are inspected for replacement. During operation, the dP remained below 2 psi, and there were no signs of heavy hydrocarbons or degradation products in the system (Fig. 4).
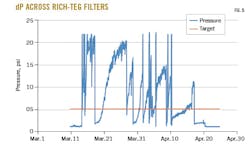
• dP across rich-TEG filters. Whenever the rich-TEG dP exceeds 5 psi, normal operational practice at KhCPF is to clear any collected contaminants from the filter. As dewpoint temperature trended upward during the study, collection of contamination was frequent and significant (Fig. 5). Operations maintained pressure by cleaning the filter every time it reached around 20 psi. Observations during filter cleanings indicated the mesh was coated in a black, viscous liquid.
Although contaminant built up frequently during the 2-month period, lab analyses of the contaminants indicated no sign of glycol degradation, suggesting the contaminants were not affecting glycol performance.
Chemical performance
Assessment of the TEG system's chemical performance included measuring TEG pH and quality.
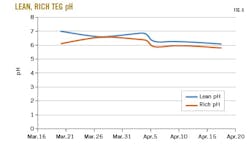
• TEG pH. Performance data showed pH for both lean and rich TEG remained within required pH levels of 6.0-8.5 (Fig. 6). This was a direct result of the KhCPF team's practice of persistently monitoring levels to maintain pH range.
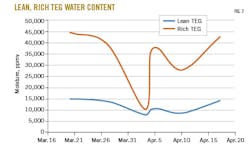
• TEG quality. Moisture-content data collected for lean and rich TEG during the 2-month period showed the TEG system's effectiveness at removing moisture from feed gas. While the much-higher water content of rich TEG indicated moisture-absorption was occurring quite well during the first week, performance eroded during the period of large spikes in TEG reboiler temperature, when rich-TEG quality nearly mirrored that of lean TEG (Figs. 3, 7). Lean TEG wasn't absorbing enough moisture during the spikes because feed gas hadn't been in sufficient contact with the lean TEG, causing erratic specifications of sour-gas exports during the period.

TEG internals showed evidence of activated-carbon and black powder deposits accumulating in the TEG-distributor channel (Fig. 8).
Internals integrity
Another possible cause of the inconsistent moisture-specification profile of export gas was potential damage to or defects in the TEG system. While visual inspections showed no obvious signs of damage, the team determined that more-thorough T&I activities were necessary to inspect the TEG-contactor system's internals.
Before T&I, however, the team generated a list of specific items that could be negatively impacting performance worthy of investigation, including:
• Any damage to TEG-contactor sprinklers, like blockage, which could cause a channeling effect that adversely impacts the TEG contactor's performance.
• Possible scale buildup in the TEG reboiler's electrical-heater coil, which is known to cause erratic performance or spikes in TEG reboiler temperature.
• Any signs of internal mechanical damage in the TEG system.

During T&I on system internals, the team discovered damaged TEG-purifier filters coated in black powder sludge (Fig. 9).
TEG-contactor system T&I
In executing T&I, the team focused on searching for any damage or blockages in the TEG contactor, especially within the TEG-contactor sprinklers. T&I also covered the system's auxiliary equipment, including the TEG filters, purifiers, and heater. During inspections, the team observed a large buildup of black powder and activated carbon in the TEG-distribution channels and shower pad.
Contaminants covered about 60% of the channel. The shower pad below also contained black contaminations obstructing the TEG showering process by covering small, dedicated droplet holes. These types of blockages greatly contributed to the system's inability to sustain required product specifications. Removal of these contaminants required extensive hydrojetting to ensure they would not block TEG distribution over the packing.
Fig. 8 shows where activated carbon and black powder accumulated in the TEG-distributor before its cleaning during T&I.
The team also discovered physical damage to the TEG purifier's filters during inspection (Fig. 9). A spool downstream of the purifier had dropped and was found with heavy, black contamination clogging the lines. The contaminants consisted mainly of activated carbon from the damaged filters mixed with black powder sludge. The loose, activated carbon had been displaced and accumulated in the TEG contactor, leading to poor contactor performance. The team concluded failure of the filters stemmed from inadequate monitoring of filter performance.
The damaged internals and severity of black contaminant accumulation discovered on the TEG system's filters highlighted the importance of continuous monitoring of this problem in the future to ensure product integrity.
Extensive damage caused by black powder contamination was most notable with the TEG contactor, where contactor-distribution channels were blocked by piles of black powder, leading to poor distribution efficiency of the TEG, which in turn limited gas-moisture removal.
Restoring performance
Following T&I, the team restarted the gas plant with all related performance parameters consistent with the design basis. The gas-moisture dewpoint temperature especially has remained stable, and no erratic performance has been observed since T&I was completed.
Results of the project suggest that moisture quality of sour-gas exports can be guaranteed and sustained by continuous monitoring of TEG quality, pressure drops across TEG filters and purifiers, and TEG reboiler operating temperatures.
Proactive operations
This study provided the team ample opportunity to reassess overall performance of KhCPF's TEG system, even though sour-gas moisture quality had yet to become a major concern.
As a result, the team has adopted a proactive approach to mitigating fluctuations in system performance before they develop into more serious issues. This approach requires a full-team commitment to assessing ongoing system performance, from detailed desktop assessments of daily TEG performance to long-planned, widescale T&I.
While restoration of the TEG system performance following T&I completed the cycle of improvement efforts related directly to sour-gas moisture quality, sustaining future optimum performance could pose a great challenge for KhCPF's operators and engineers moving forward given the monitoring efforts required.
Acknowledgment
The authors would like to extend their appreciation to Saudi Aramco for providing its cooperation as well as the resources required to complete and publish this study.
The authors
Kamarul A. Amminudin ([email protected]) is a senior operation engineer in Saudi Aramco's Khurais producing department. There, he leads the process engineering team and coordinates the department's energy conservation efforts. He holds a PhD in process integration from the University of Manchester Institute of Science and Technology. He is a registered UK chartered engineer and a fellow of the Institution of Chemical Engineers, UK.

Bader S. Albabtain ([email protected]) is plant engineer for the gas processing unit and inlet-shipping areas in Saudi Aramco's Khurais producing department. His responsibilities include providing technical support to gas-train operating personnel and executing process-improvement studies. He also led T&I for the gas train on which this article is based. He holds a BS (2015) in mechanical engineering from Louisiana State University, Baton Rouge.

Mohammad Manzoor ([email protected]) is lead plant engineer for the gas processing unit and inlet-shipping areas in Saudi Aramco's Khurais producing department. With more than 4 years' experience in Saudi Aramco, he has also worked as a process engineer handling design, commissioning, and operation for the company. A Six Sigma Green Belt, he is a chartered chemical engineer and holds a BS in chemical engineering from the University of Bradford, UK.
