Italian refiner lowers turnaround maintenance complexity, costs
As part of a large operational improvement program for its refining and marketing division, Eni SPA, with the support of the Boston Consulting Group (BCG), developed a new strategy for turnaround maintenance of its refineries. The strategy was implemented in Eni’s Sannazzaro de’ Burgondi refinery in northern Italy, one of Europe’s most complex refineries (see box below).
The new methodology for turnaround maintenance is part of a broader approach to operational excellence called “lean refining,” aimed at eliminating waste in refining operations. Lean refining can help refiners maintain profitability, streamline costs, and enhance flexibility.
Reducing the complexity of maintenance turnarounds was key to improving the turnaround strategy because it is the main method for coping with recent trends in the engineering, procurement, and construction (EPC) industry of higher costs and less available manpower. Lowering the complexity of turnarounds also helps in larger refineries that have many sophisticated conversion units.
The new turnaround strategy consists of four major factors:
- Declustering process units.
- Using distributed maintenance for process-related shutdowns.
- Increasing the intervals between turnarounds.
- Optimizing the critical maintenance path.
Maintenance trends
Recent refining margins have tended to fluctuate, in turn threatening refining profitability. Many companies, therefore, are implementing efficiency projects to reduce fixed costs to remain profitable in low-margin environments.
Maintenance costs, including routine maintenance and turnarounds, account for 35-45% of fixed costs for a typical refinery. Three factors influence maintenance operations and costs for refiners.
First, the EPC industry is experiencing record-level backlogs and skyrocketing costs. Second, the average refinery size is increasing to enhance scale economies. Third, a greater need for high conversion rates requires the use of sophisticated, difficult-to-maintain units.
Unit declustering
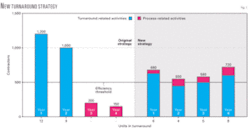
Due to the characteristics of the Sannazzaro refinery, our original strategy was based on a turnaround cycle with two major, complex shutdown clusters involving more than 1,000 full-time employees each and an average of 10 units. The new turnaround strategy aimed to minimize the number of units down at the same time, which defined four smaller unit clusters with an average of five units each with an average of 600 full-time contractors (Fig. 1).

This reduced the number of external contractors involved in a given turnaround, while increasing their efficiency allowing us to:
- Overcome the limited availability of skilled workers.
- Limit interference among maintenance workers by limiting concurrent work on adjacent units. This also decreased idle time due to lack of physical space, safety requirements, and the use of such shared resources as cranes.
- Increase the internal maintenance team’s supervision level of maintenance operations, allowing better control especially for unexpected work such as unplanned work discovered during the turnaround.
Distributed maintenance
Another important innovation to reduce turnaround complexity is to take advantage of process-related shutdowns to perform turnaround maintenance work.
Eni, for example, performs turnaround maintenance for all the catalytic units that need to shut down to change or regenerate catalyst. These units include hydrocrackers, desulfurization units, and catalytic reformers.
This approach has two major advantages.
First, these catalytic units do not need a complete turnaround shutdown anymore but are maintained by a number of small and frequent “maintenance pit stops,” resulting in both a relevant reduction in downtime and a decrease in complexity of a given shutdown.
Second, the higher frequency of these pit stops (catalyst regeneration normally occurs with a shutdown interval of 12-18 months) gives the refiner much flexibility in planning for specific maintenance work for a given pit stop or for the next one. Previously, our original strategy had more rigidity because specific work could only have been performed during a given shutdown or during the following turnaround at least 48 months later.
Turnaround interval increase
Shutdowns for maintenance occur for three main reasons:
- Efficiency recovery. Heat exchangers, air-coolers, and other equipment progressively lose efficiency and must be cleaned to recover their functionality.
- Reliability. Corrosion due to chemical elements such as sulfur or mechanical-creep cracking can disrupt unit equipment operations.
- Regulatory. All inspections required by law.
The project team segmented the “need” for maintenance on each piece of equipment in all the major process units based on the three factors. They used advanced engineering techniques such as risk-based inspections.
The key outcome of the analysis is defining a turnaround interval, not for the whole unit, but for each type of equipment in a given unit. With the original approach, the turnaround interval was set using the unit’s equipment with a minimum interval, whereas now every type of equipment can have its own turnaround interval, determined by its own maintenance needs.
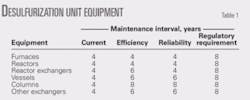
Our analysis produced an increase in turnaround intervals for 25% of the equipment, to 6-8 years from an initial 4 years (Table 1). In particular, for a unit using distributed maintenance, it is easier to increase the equipment interval because pit stops are performed more frequently. An increase in interval can be done in relatively small steps—increasing the interval 1-2 years and not necessarily 4 years as a minimum.
Critical-path optimization
Reduction in turnaround downtime reduction was accomplished with two main optimization techniques: operation improvements and a new catalyst strategy.
Operational improvements included optimizing the allocation of workers to units based on actual workload and shift adjustments. This reduced shutdown critical paths.
The new catalyst strategy included keeping spare catalyst available. In most cases, the availability of spare catalyst allowed us to save off-site regeneration time during a shutdown for catalyst replacement.
Economic results
Increased turnaround efficiency allowed us to reduce maintenance direct costs and to lessen unit downtime (recovery of lost production margin). The new strategy was implemented as a pilot project in the Sannazzaro refinery, which is Eni’s top performing refinery in terms of maintenance costs. It is in the top end of the first quartile in Solomon benchmarking.
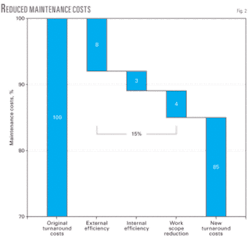
Turnaround maintenance costs decreased about 15% (Fig. 2), and a significant reduction in downtime occurred in many units. Hydrocracking downtime, for example, decreased 6 days/year (Table 2).

The new strategy, given the small size of the turnaround, enhances the flexibility to easily anticipate or defer shutdowns to exploit opportunities due to market fluctuations—shutting down when margins are low and keeping the refinery running when margins are high.
Method applicability
The described approach is especially useful in refineries characterized by:
- Big size in terms of capacity or conversion, resulting in a compelling need to limit shutdown complexity through a turnaround strategy based on having relatively small clusters of units down at the same time.
- A significant number of units that have process-related shutdowns, such as hydrocrackers, desulfurization units, or catalytic reformers, in which the distributed maintenance approach can be beneficial.
- A shortage of skilled external workers; this encourages smaller shutdowns to achieve a workforce with an adequate level of technical skills.
Given the current trends of the refining industry, in which almost all the grassroots projects have a planned capacity of at least 250,000-400,000 b/d and demand is continuously shifting towards middle distillates, many refineries around the world can apply this concept.
Sannazaro refinery
Eni SPA built its Sannazzaro, Italy, refinery in 1963. It currently has a primary capacity of more than 170,000 b/d and a conversion capacity of 46.2%, which makes it one of the most complex and efficient refineries in Europe.
This refinery supplies northwest Italy and Switzerland with gasoline, gas oil, kerosine, LPG, and asphalt. Due to its flexibility, the Sannazzaro refinery can feed a wide variety of feedstocks, such as Russian, African, Asiatic, Caspian, and local crudes.
The authors

Bernardo Casa is vice-president of technical services at Eni SPA’s refining & marketing headquarters, responsible for maintenance and material management for a six refinery system. He is also the senior project manager in charge of the operational excellence program in refining and primary logistics that Eni R&M is currently undertaking. During his 20 years in refining, Casa has served in several managerial positions including refinery director, covering a broad range of issues such as refinery operations, maintenance and oil reclamation. He holds an MD in mechanical engineering from the University of Catania, Italy.

Antonio Simonetti is head of technical services and investment manager at Eni SPA’s Sannazzaro Refinery. Previously he was responsible for maintenance and engineering of maintenance. His main areas of expertise during his 14-year tenure with Eni include maintenance, reliability, and technical services. Simonetti holds an MD in mechanical engineering from University of Genoa, Italy.

Giuseppe Falco is a partner and managing director at the Boston Consulting Group, Milan, and is BCG worldwide topic leader for downstream operations. He has experience in turnaround projects, operational improvement, and lean transformation programs in refining and energy, with more than 10 years of experience in the oil and gas industry in Western Europe, Russia, Central and Eastern Europe, the Middle East, and the US. Falco holds an MD in mechanical engineering from the University of Pisa and an MBA from the University of Milan.

Marco Tonegutti is a principal at BCG, Milan, and is a core member of BCG’s energy practice group. He has several years of consulting experience in the oil and gas industry, leading many projects in operational improvement and lean transformation for a number of European energy companies. Tonegutti holds an MD in management engineering from the University of Turin and an MBA from SDA Bocconi, London Business School.