Reactor revamp hikes hydrocracker performance for ULSD production
North Atlantic Refining Ltd. implemented several key improvements to its hydrocracker including tailored catalyst systems, state-of-the-art reactor internals, replacement of air coolers, and avoidance of feedstock contamination. The joint effort resulted in a run length that is on target to be 1 year longer than the best cycle to date, more profitable product yield structure, and better ultralow-sulfur diesel (ULSD) quality distillates compared to previous cycles.
The refinery in Come By Chance, Newf., is equipped with a 37,000-b/d hydrocracker. Over the years, the hydrocracker faced similar issues as the rest of industry. The need to extend the cycle life and improve the product qualities became more obvious and urgent.
Hydrocrackers continue to be an excellent source of profit for a refiner due to the high-quality diesel blending components as well as the naphtha that they produce. To maximize profitability, improve reliability, and meet more stringent product specifications, however, refiners need to select the best catalyst systems, ensure good reactor flow distribution, and closely monitor feed properties.
Working closely with Criterion Catalysts & Technologies Co., Zeolyst International, and Shell Global Solutions allowed North Atlantic to justify and implement these key improvements.
Installation of Shell internals resulted in improved flow distribution in the reactors, increased catalyst utilization as evinced by the lower radial temperature profile in each of the catalyst beds, and made them more resistant to fouling. In addition, the same extent of conversion is achieved at 70% of the previously required axial delta temperature.
The combination of a new demetallization catalyst (RM-5030), improved pretreatment catalyst (DN-3300), and a tailored cracking catalyst system (TX trilobe shaped Z-673/Z-623) has allowed North Atlantic to achieve yield improvements, pressure-drop reductions, meeting ULSD specification for the entire cycle, and a record run length.
The expected economic benefit is $3.5 million/year.
Background
Refiners everywhere face the need to produce fuels to meet increasingly stringent specifications and remain competitive. Changing regulations, poor operational performance, and suboptimal yield structures based on feedstock or catalyst choices can reduce profitability.
Hydrocracking, a significant contributor to refinery profitability, is a robust and versatile conversion process.
Depending upon local market demand and refinery economics, hydrocrackers have been designed to produce primarily either naphtha or distillate products. The projected future increase in distillate demand and more-stringent quality specifications (e.g., ULSD, cetane, aromatics) increase the incentive for hydrocrackers to operate in the most optimal and profitable ways.
Hydrocrackers that were designed as state-of-the-art 20-30 years ago in an environment of relatively low crude prices may not be as profitable as a unit designed recently.
Common requests from refiners to improve profitability and reliability of an existing hydrocracker include how to increase feed rate, how to process more difficult feeds (e.g., higher feed end point, FCC cycle oil, coker gas oil, deasphalted oil, synthetic feed), how to increase cycle life, how to produce the most profitable yield slates, and how to improve product qualities. The wish list could be extremely long such that there is no unique solution.
Close cooperation between the refinery, head office process engineering, technology providers, and catalyst suppliers is essential to identify profit enhancement opportunities and implement cost effective solutions for an existing hydrocracker.
North Atlantic Refining Ltd.
The history of the North Atlantic Refinery includes ownership by a number of different companies since its construction. Shaheen Resources originally built this oil refinery between 1971-73 with its first shipment of crude oil being refined in May 1973.
Shaheen operated the refinery until 1976 at which time the company went bankrupt and the refinery was shut down. The oil refinery was refurbished and brought back online 10 years later. In August 1994, North Atlantic Refining Ltd. purchased the refinery, and after a major overhaul, has been operating the 115,000-b/d plant since.
The refinery’s location gives it access to petroleum product markets in Europe and the US Eastern seaboard and puts it close to sour crude supplies from Russia, Venezuela, and the Persian Gulf.
Operating opportunities
The hydrocracker at North Atlantic is a series flow, single-stage hydrocracker with two parallel reactors; each reactor contains three beds. For the last decade, the first bed in each reactor typically has contained a combination of demetallization and pretreat catalyst to remove feed contaminants and reduce nitrogen slip to protect the cracking catalyst in the second and third bed of each reactor.
The refinery has faced numerous issues concerning hydrocracker performance. In the early 1990s, a good cycle length was 9 months. As catalysts improved, and with additional focus on operational issues, the cycle length was extended to about 3 years.
There were, however, still issues with high deactivation rates due to processing visbreaker gas oils, with high-pressure-drop incidents due to upstream unit upsets, with an inability to control the temperature in the high-pressure separator during high ambient temperature periods, and with high radial temperature profiles in each of the catalyst beds. The refiner, therefore, decided to address all these issues during the current cycle.
The specific areas of technical improvement to the hydrocracker were:
- Optimizing feedstock selection and opportunity crude processing.
- Applying an advanced tailored catalyst system provided by Criterion and Zeolyst.
- Process improvements and installation of Shell Global Solutions reactor internals.
Feedstock improvements
Normally, processing visbreaker gas oils is profitable. Due to operational and separation issues, however, the visbreaker gas oils were more contaminated than desired for processing in the hydrocracker, which led to accelerated catalyst deactivation.
Criterion and Zeolyst provided North Atlantic with a yield and activity report for removing visbreaker gas oil from the feed. This confirmed North Atlantic’s decision to remove this component from the feed until it could address the quality issues.
Another critical factor that influences hydrocracker profitability is unplanned contamination of the feedstock. During a review of the previous cycle, the refiner determined that the line used to transfer imported gas oil to tankage before feeding the hydrocracker was also used to transfer No. 6 oil to the wharf.
No. 6 oil contains more metals, sulfur, nitrogen, and carbon residue than the typical hydrocracker feed. When the procedure was reviewed, steps were added to confirm that the line was properly flushed so that the hydrocracker feed would not be contaminated with No. 6 oil. These steps were deemed important because the transfer of imported gas oil for the hydrocracker only occurs on a monthly or longer frequency.
Catalyst improvements
The relationship between North Atlantic and Criterion-Zeolyst started more than a decade ago when a cracking catalyst (Z-673) was custom developed by Zeolyst for North Atlantic’s hydrocracker design, feedstock, and operating constraints. Subsequent improvements in demetallization catalysts and pretreat catalysts allowed North Atlantic to optimize the catalyst load further by including a more distillate-selective catalyst and further reduce the light gas production that constrains the hydrocracker at end-of-run.
Most recently, after extensive evaluation, the refiner chose a stacked bed of Zeolyst’s high distillate selective cracking catalysts, Z-673 and Z-623, for this cycle. Another important catalyst parameter applied to this cycle is the new TX shaped version of Z-673 and Z-623 for pressure-drop reduction and other benefits.
Replacement of older generation internals with new internals from Shell Global Solutions allowed the catalyst volume in the reactors to increase by 11%. Additional catalyst volume with the same loading method and same catalyst size leads to increased pressure drop. The unit, however, had previously faced premature end-of-run due to high pressure drop across the catalyst beds.
There were two pressure-drop issues. The first was excessive pressure drop across the first bed due to particulates and crust formation. The second issue was the total pressure drop across the reactor loop from compressor discharge to suction.
Additional catalyst volume allowed all of the partners to consider installing additional demetallization catalyst and grading material to deal with crust formation, but the total pressure drop issues still needed to be addressed. Criterion and Zeolyst developed the TX trilobe shape to help mitigate the increased pressure drop due to the increased catalyst load.
This catalyst shape was presented in previous presentations.1 2
In addition to a new catalyst shape, the hydrocracker also used Criterion’s improvements in demetallization and pretreat catalysts with installation of RM-5030 and DN-3300 in place of RN-412 and DN-3100 that were loaded during the previous cycle. The decision was made based on the commercial experience of up to 15° F. improvement in hydrodenitrogenation activity for DN-3300 vs. DN-3100.
Process improvements
As previously mentioned, another issue was inadequate control of the high-pressure separator temperature during summer operation. Although cleaning the air coolers helped in the past, North Atlantic decided to replace all 16 banks of the air coolers to take advantage of improvements in air-cooler designs developed during the last 30 years.
Although the cost of maintenance and cleaning was enough to justify replacing the air coolers, Criterion and Zeolyst provided further justification based on the run-length benefits of improving the purity of recycle gas in the hydrocracker.
Another important operating issue addressed was poor radial temperature distribution. A uneven temperature profile across the catalyst bed leads to unprofitable operation due to some catalyst being overworked relative to the rest of the catalyst in the bed. In severe cases, high radial-temperature deviations can lead to run limitations due to nonselective yields or temperature limitations.
Evaluation of available technologies led North Atlantic to select Shell Global Solutions internals, specifically its ultra-flat quench (UFQ) interbed internals, high-dispersion (HD) distribution trays, and top bed filter tray.3 4
The refiner installed a filter tray at the top of each reactor. In addition, UFQ and HD trays were installed between each bed.
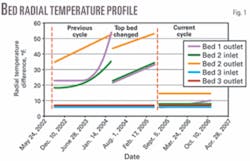
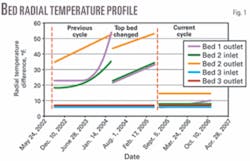
Fig. 1 shows that the bed’s outlet radial temperature profiles decreased to an average of 10° F. from 50° F. The uniform bed’s outlet temperatures after the revamp show that exotherms are equal on the various bed locations. This proves uniform feed distribution. In addition, improved product selectivity is a strong indicator of a plug-flow type of reactor and thus a good uniform feed distribution in each reactor bed.
Fig. 1 shows the original bed radials, the radials following the changeout of the top bed (previous cycle), and the radials after replacing the internals and catalyst (current cycle), showing a minimal increase as the cycle continues.
An additional benefit of the new internals is increased catalyst-bed volume. The new internals allowed for about 11% additional catalyst volume. This additional volume was used to increase the active catalyst volume and to add more grading material and demetallization catalyst.
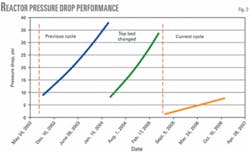
Fig. 2 shows that, compared on a constant-bed-depth basis, the start-of-run pressure drop decreased substantially due to the TX catalyst shape for the cracking catalyst (two of the three beds in the reactor). Also, compared to past performance, the pressure-difference increase in the current cycle was mitigated via the Shell top-bed filter tray and top-bed grading system, both of which can remove and store fines without immediately plugging the catalyst system.
The first two curves in Fig. 2 show the reactor’s pressure drop for the previous cracking catalyst cycle that included a top-bed replacement. The third curve is for the current cycle, showing the actual pressure drop. The lower rate of increase of the pressure drop confirms that the current cycle will not be pressure-drop limited.
The TX trilobe shape, installation of a filter tray, and bed grading in the additional catalyst volume allowed the catalyst activity instead of pressure drop to determine run length.
Performance, benefits
Due to all of these changes, the unit is more profitable. The weighted average bed temperature (WABT) has been lowered at higher throughput and higher conversion.
The previous cycle was about 32 months with an intermediate changeout of pretreat catalyst. The current cycle was proposed to be 48 months, but the hydrocracker is on track for a cycle that will approach 5 years with an intermediate changeout of pretreat catalyst. This extension of the pretreat catalyst cycle length and cracking catalyst cycle length translates into one less mini-turnaround and one less full turnaround during a 10-year period.
The current WABT is lower even though the feed rate and conversion have been higher and more consistent for this cycle than for the previous cycle.
The unit is currently running 10-15° F. less than a comparable point in the previous cycle. This activity advantage translates to a cycle-length extension of at least 1 year.
Although the overall WABT is lower than the WABT for the previous cycle, an additional benefit can be seen when the reactor beds’ WABTs are examined individually. The lower radial temperature profile for each of the beds was one indication of better reactor flow distribution.
Fig. 3 shows another view of better catalyst utilization from the beds’ WABTs. There are two improvements in the Bed 1 WABT. The first improvement is a lower WABT due to improved activity of the pretreat catalyst. The second improvement is a lower deactivation rate due to the improved flow distribution. This lower deactivation improvement is also present for the catalyst in Beds 2 and 3.
Each of the beds is currently operating at a WABT 10-15° F. less than a comparable point in the previous cycle, indicating an extension of the cycle by at least 1 year.
All of these WABT improvements are even more important when one looks at the unit’s overall conversion change between this and the previous cycle.
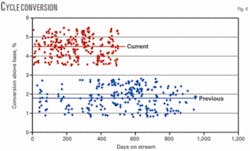
Fig. 4 shows that, in addition to WABT improvements, the unit has been running more than 2.5% higher overall conversion this cycle compared to the previous cycle.
One of the critical end-of-run limits in the past has been excessive production of LPG due to poor selectivity.
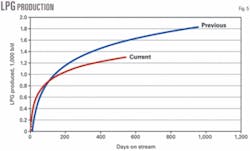
Fig. 5 shows that the combination of new internals with better catalyst utilization and the TX catalyst shape that further reduces nonselective overcracking has lowered LPG make from the hydrocracker. At this point in the cycle, LPG make is about 300 b/d less than the previous cycle. The reduction in LPG make will remove this constraint on the cycle length.
An additional interest for the refiner was increasing the total distillate make from the unit at constant overall conversion.
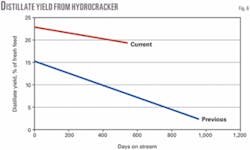
Fig. 6 shows total distillate yield. There are two points of interest that demonstrate the effect of good flow and temperature distribution in the catalyst bed. The first point is increased yield of distillate caused by the uniform use of all the catalyst in the bed (no overcracking in part of the bed leading to high radials). The second point is increased yield stability due to more uniform catalyst use and deactivation.
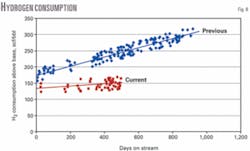
With the significant shift of products from LPG and light naphtha to heavy naphtha and distillate, the C5+ liquid volume gain remained about constant with a slight decrease in hydrogen consumption.
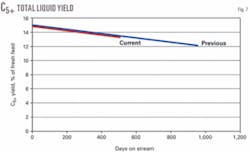
Figs. 7 and 8 show these additional improvements in overall unit profitability. Fig. 7 shows the C5+ total volume gain across the unit and Fig. 8 shows hydrogen consumption.
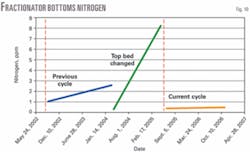
With the improved yields and product properties, diesel produced by the hydrocracker meets ULSD specifications during normal operations. This improvement allows for the reduction of sulfur analyses of the diesel to only those times when the unit is upset. Routine sulfur monitoring is now only conducted on the naphtha and bottoms streams because ULSD specifications will be met whenever the bottoms’ sulfur level is less than 40 ppm.
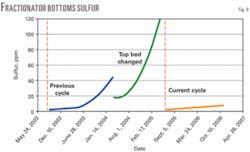
In addition to the improvement in the fractionator bottoms API, there is a corresponding improvement in the sulfur and nitrogen levels remaining in the fractionator bottoms (Figs. 9 and 10).
All of these changes allowed the refiner to maximize catalyst activity to be used beyond the previous constraints of pressure drop, demetallization capacity, or nonselective yields.
References
- Hu, M., Anderson, R., Adarme, R., Ouwehand, C., and Smegal, J., “The Era of ULSDNew Challenges and Opportunities for Hydrocracking Processes,” presented at the 2006 NPRA Annual Meeting, Salt Lake City, Mar. 19-21, 2006.
- Altrichter, D.M., Creyghton, E.J., Ouwehand, C., van Veen, J.A.R., and Hanna, A.S., “New Catalyst Technologies for Increased Hydrocracker Profitability and Product Quality,” presented at the 2004 NPRA Annual Meeting, San Antonio, Mar. 23-25, 2004.
- Ouwerkerk, C.E.D., Bratland, E.S., Hagan, A.P., Kikkert, B.L.J.P, and Zonnevylle, M.C., “Performance optimization of fixed bed processes,” presented to the European Refining Technology Conference, Vienna, November, 1998.
- Pohl, D., Geerdes, F., Swain, J., Zonnevylle, M.C., “Are you really getting the most from your Hydroprocessing reactors?,” presented to the European Refining Technology Conference, Rome, Nov. 15, 2000.
The authors
Andrew Sharpe is a process engineer for North Atlantic Refining Ltd., Come by Chance, Newf. He holds a BS in chemical engineering from the University of New Brunswick, Canada.
Brent Jones is an economics and technical service manager for North Atlantic Refining Ltd., Come by Chance, Newf.
Gunther Baumgartner is president and refinery manager for North Atlantic Refining Ltd., Come by Chance, Newf. He has more than 25 years’ experience in the oil industry. Baumgartner holds a degree in chemical engineering from the University of New Mexico.
Russell Anderson is a senior engineer, technical service, for Criterion Catalysts & Technologies, Houston.
Raul Adarme is a business manager for Criterion Catalysts & Technologies, Houston. He holds a PhD in chemical engineering from Oklahoma State University.
Marjan Boer was a process engineer hydroprocessing for Shell Global Solutions, London, when this article was written. Boer is now a process technologist EO/EG for Shell Nederland Chemie, The Netherlands. Boer holds an MSc in chemical engineering from Technische Universiteit Delft, The Netherlands.