Strategy maximizes turnaround performance
Plant managers must understand how pacesetter facilities conduct maintenance turnarounds in order to maximize their turnaround's results; often the key strategy is to conduct single-unit turnarounds. A bottom-up procedure (see box at top of facing page) is no longer adequate in today's business climate.
Plant managers must set challenging goals for the turnaround team and do so a year before the turnaround. The goals should stretch the turnaround team, but not break it; nothing is worse for morale than management telling workers to achieve an unobtainable goal.
What is needed for turnarounds is a top-down intuitive process.
One of the first keys is to understand the role of the plant manager in the turnaround process. Plant managers play one of three roles during a turnaround:
- Low-cost focus. This plant manager focuses on reliability (meeting the plan) and cost control. Failure to keep top management focused on these critical internal functions will eventually develop into a competitive disadvantage in the marketplace. In a commodity business, the producer that does not have the lowest costs will lose in the long run.
- Business focus. Feed selection, product optimization, and yield improvement are important for this plant manager. Most operating companies have approximately the same costs. Superior profits come from having the foresight and flexibility to exploit "supra-normal" profit opportunities in the marketplace.
- Stakeholder focus. This plant manager focuses on external issues. Community relations, environmental compliance, and political lobbying are the most important activities. Failure to execute this function correctly can lead to the immediate shutdown of the complex.
It is not particularly difficult to convince even a highly experienced group of plant managers that any one of the statements is correct to the exclusion of all the others because each is equally true. Pacesetters demonstrate the discipline to choose one and emphasize it. It is not particularly important which one is chosen; each has merits.
In environmentally sensitive California, the externally focused role is probably the most important. On the highly competitive US Gulf Coast, the economic selection may be equally important.
The key point is that there are too many responsibilities for one person. The selections a plant manager makes affect how a plant organizes and delegates turnaround goal-setting responsibilities.
An externally focused plant manager delegates the process of goal setting for turnarounds to an internally focused production or operations manager.
Because turnarounds are one of the largest variable costs, they are important in the goal-setting process. To give turnarounds the proper attention without getting tied down into the details of execution, one must first define the plant manager's turnaround role in more detail.
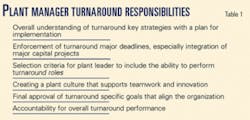
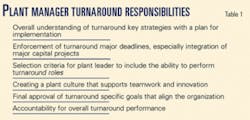
Table 1 shows the important plant manager responsibilities. The first item is understanding the key strategies related to turnaround performance.
Our work with the Solomon performance analysis studies has resulted in nine key strategies of pacesetter turnarounds:
- Single-unit turnarounds.
- Limited scope of work.
- Risk-based inspection.
- Short schedule.
- Small, experienced workforce.
- Operations' ownership of costs.
- Cohesive team.
- Schedule focused on critical path.
- Well planned with key milestones.
Single-unit turnarounds
Pacesetters emphasize shutting down one unit at a time during a turnaround and having no more than 500 incremental contract employees to execute the largest turnaround.
This is the single most important turnaround strategy for a simple reason—declining marginal utility. In a typical facility, every 100 contract workers more than 500 decreases incremental productivity 5-10%.
Plant owners have drawn productivity curves for specific locations, and their work confirms the drop-off in productivity (Fig. 1). Four 250-worker turnarounds cost much less than a single 1,200-worker turnaround.
The facility manager must ensure that this important strategy is well understood and fully exploited in the plant.
Engineers and turnaround planners should use the actual—not optimal—productivity to estimate the costs of incremental last-minute projects.
The single-unit turnaround strategy also has production optimization benefits. Larger turnarounds create a significant disruption in the marketplace. As a refinery reduces production, the inevitable market response is higher prices and supra-normal profits for competitors.
Larger turnarounds, therefore, reduce profits and also benefit the more- flexible competitors.
Another benefit of single-unit turnarounds is that they are easier to reschedule if margins are exceptionally good. With today's tight margins, this can be a key competitive advantage.
Limited scope of work
What we have learned is that every dollar of maintenance that can be moved out of the turnaround and into more efficient routine periods will save 33¢. Some of the more obvious deletions from the turnaround list are control valves with bypasses and spared rotating equipment.
Many plants also pull heat exchanger bundles on the run for a lot less money than during turnarounds.
These turnaround strategies can also affect new process unit design. Economy of scale and energy efficiency tend to favor larger, tightly integrated units.
Top quartile turnaround performers balance this design philosophy against the need to isolate individual units and single pieces of equipment. These plants, consequently, tend to have more redundancy built in.
Another issue to consider when setting goals is unusually large replacements in kind. During virtually every turnaround, a column or vessel is replaced; this is normal, and top quartile targets are still feasible.
One must, however, exercise care when performing a task such as retubing a hydrogen reforming furnace in kind. The cost of replacement tubes can be 50% of the entire turnaround. Solomon's study methodology requires turnaround expenses to be amortized over the turnaround interval; in most cases, such major expenses could preclude setting top-half performance goals for that particular turnaround.
One must also consider capital project upgrades. The creep in unit throughput in the Solomon study data shows that most plants have implemented capital upgrades to debottleneck key units during every turnaround. This has become especially apparent as turnaround intervals have continued to grow.
Current turnaround strategies now give plant owners only one chance every 10 years radically to alter the design of key reactors and vessels.
Pacesetter facilities, in response, first try to complete most upgrade work before a turnaround. Ideally, only tie-ins and internal vessel work should occur during a turnaround.
Capital project work up to 30% of the total turnaround cost is manageable and allows aggressive cost and duration goals.
If the capital work during the turnaround is 70% of total turnaround costs, then it is not really a turnaround; it is essentially building a new unit in 30 days.
Contractors find this strategy profitable in the short term, but most of them do not appreciate the related damage to their reputation and organization as turnaround costs and duration increase significantly.
In this case, the plant owner should consider an alternative strategy.
For instance, one might consider building a new or parallel unit instead of performing such an extensive rebuild on existing equipment, or implement the upgrades during more than one outage.
Risk-based inspection
A common scenario is to find a major vessel problem shortly before the end of the turnaround. It is a disruptive occurrence, which is oddly reinforced by the inspector's new status as the hero.
Risk-based inspection helps solve this problem. It begins with the assumption that all the corrosion and failure mechanisms present in a facility are knowable. The impact of unit operations on these corrosion mechanisms is also knowable.
A failure modes and effects analysis can therefore predict the condition of equipment before the turnaround with a high degree of accuracy. Online and turnaround inspection programs best mitigate the risk.
This process also allows one to extend inspection and turnaround intervals while actually reducing risks at the facility.
Short schedule
Another vital concept is to understand that smaller, single-unit turnarounds will be considerably shorter.
For most processing units, top quartile performers complete work in half the time of third quartile performers (Fig. 2). This explains how top quartile performers can deal with the production tradeoffs inherent in turnaround optimization.
This performance level has the added benefit of focusing all the resources in an organization on one critical unit. Short turnaround durations result from correctly implementing the other eight strategies. Imposing top quartile duration goals on large multiple unit turnarounds is simply not realistic.
Small, experienced workforce
A smaller workforce is another natural benefit of the single-unit turnaround strategy. One assembles an experienced workforce in today's tight labor market by first forming a long-term relationship with the key supplier of the turnaround services.
Large, unsuccessful turnarounds typically lead to dysfunctional relationships. The plant owner eventually hires a different turnaround company. The problem is that the existing company takes a lot of turnaround experience with it.
Single-unit turnarounds are more frequent, a situation that is actually much more manageable. Multiple small turnarounds allow one to recognize the key managers and supervisors in the turnaround company.
A long-term relationship with these key employees is more important than the partnership with their employer. They will increase performance as they gain experience in how to work within the plant, with workers, and within the work rules.
Operation's ownership of costs
This strategy is essential and not particularly difficult to implement. The operations manager must be accountable for maintenance costs. How well the manager accomplishes this task should be a key part of an annual performance review.
The plant will make the transition from operations' just tolerating turnarounds to one in which they are fully engaged in scope development, schedule reduction, and equipment preparation.
This is necessary because:
- Operations controls the unit's deterioration rate.
- Operations has the single biggest input for the scope of the turnaround.
- As turnarounds have gotten shorter, in some cases the unit shutdown and start-up time can constitute 40% or more of the turnaround's duration.
These processes must therefore integrate into the overall turnaround optimization process.
Cohesive team
Establishing operations in the turnaround process is only the first step in building a cohesive turnaround team. The maintenance department must have a formal role as a turnaround execution services provider.
One should then examine the incentives of other departments including safety, environmental, and engineering. They all need similar goals and need to support each other.
The turnaround contractor is also a key member of the team. This is why the owner must form long term, performance-based relationships that carefully consider the contractor's incentives and motivation.
The contractor should train in the plant's management and turnaround practices.
Focused on critical path
True pacesetter performance comes from returning a considerable amount of the work scheduling and execution process to key supervisors.
It is vital to assemble high-quality work packages, obtain the materials, and assemble drawings, but to try to schedule every activity in the work plans for every day of the turnaround is futile. Economists call this "fatal conceit."
It is better to assemble a common group of work packages (for instance, all pipefitting work) into a manageable package, and turn it over to a field supervisor for execution.
The total work hours in the package, the number of pipefitters assigned to the crew, and the volume of work they can handle during the turnaround are all known. The plant manager, therefore, knows that the work package is unlikely to exceed the turnaround's critical path.
The supervisor should handle issues such as which pipe to install first, what area is available for work today, and what to fall back on if he or she can't get to the first job. Most supervisors and crews will typically exceed expectations.
The plant manager just needs to track their accomplishments to give a warning of any trouble spots.
The exception to this rule is work related to the critical-path activity. Whatever is on the critical path is worthy of all of the planning and scheduling resources.
The potential for savings includes lost processing opportunity, which at most facilities can run into millions of dollars. This is where the plant manager's attention will gain a suitable return.
Well planned with key milestones
The mechanics of planning a turnaround are much discussed and fairly well documented. This fundamental skill is necessary for top-performing turnarounds; but the goal-setting plant manager must understand how little influence this area will have if the other eight strategies are not executed correctly.
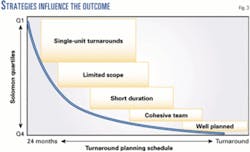
Fig. 3 is based on only empirical data, but it is currently our best estimate of the relative incremental value of each key strategy. If the first two strategies are not used, the turnaround will probably fall to third quartile performance even if everything else is 100% correct.
The plant manager must enforce the turnaround milestone goals, also known as drop-dead dates. Most plant managers still find themselves at the point where operations, maintenance, and engineering come together.
Operations or maintenance managers do not usually impose their wills and disciplines to completing capital project work. This is something most plant managers can and must do well, however.
Turnaround goal setting
Engaging the management team in dialogue allows the plant manager to assess the degree to which the turnaround will follow each strategy. A highly experienced plant manager, whose company has carefully documented past turnaround performance, can quickly and easily set proper turnaround work hour, cost, and duration targets many months in advance.
Plant managers who are most successful with the process know the achievable durations and cost targets at the plant, dependent on their ability to follow the key strategies. They are comfortable with the fact that if multiple capital upgrades are contemplated and many units will be shut down then top quartile performance targets are out of reach.
Intervals
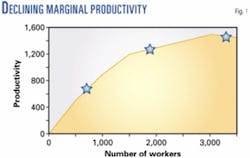
The first thing one must understand about turnaround interval data is that there is only an indirect relationship between turnaround interval and minimizing annualized turnaround costs. In other words, there is a large range for high performance; a plant that goes 40 months between turnarounds is just as likely to minimize annualized turnaround costs as a plant that goes 60 months.
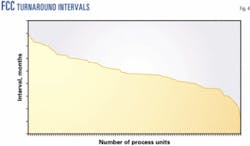
Increasing turnaround interval used to be a key strategy, but most facilities have already exploited the concept, and little additional competitive advantage remains (Fig. 4).
What drives performance at this point is how many of the remaining key strategies a plant has in place.
Turnaround work hours
There is one caution with this approach—it should only be used to predict the quartile into which performance will fall; it does not have the accuracy for a ±10% appropriations request.
These estimates are only established with a frozen work scope a few weeks before the turnaround.
Quartile-width accuracy, however, is more than adequate for setting challenging targets.
Turnaround duration
Short turnaround durations are a lagging indicator that the plant manager has done everything else right.
This strategy is not to dissuade companies from tackling large capital projects when the economics are good or when regulatory conditions require them to do so. The plant manager must understand the full costs of the investments, and the type of goals to set for the plant.
It may be easy to assume that if the work hours associated with a given unit for a turnaround are known, one can easily set cost targets, but that is too simple.
Recent experience has documented as much as a 100% difference in marginal productivity between 300-person and 1,200-person turnarounds at the same medium-sized facility.
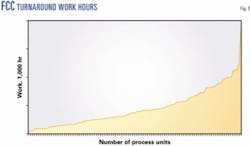
Given top or second quartile estimated work hours (Fig. 5), all the correct strategies, and the correct turnaround interval, one can attain top-quartile performance targets. On the other hand, second-quartile work hours, 50% of the plant scheduled to be down, and a large capital project scheduled in another unit, will lead to third-quartile performance (at best) in annualized turnaround costs. This is too far out on the declining productivity curve.
This is true whether the turnaround is next month or next year. The advantage is that one can predict turnaround performance in advance, and set performance goals for the organization appropriately.
Based on a presentation to the National Petrochemical & Refiners Association 2004 Annual Meeting, Mar. 21-23, 2004, San Antonio.
The author

John Roup ([email protected]) is a project manager specializing in change management consulting at Solomon Associates, Dallas. He has also served as a maintenance manager and plant manager in petroleum refining and petrochemical production plants. Roup holds a BS (1981) in chemical engineering from Iowa State University. He is a member of the Society of Maintenance and Reliability Professionals and is a Six Sigma Black Belt.
Traditional turnarounds
Most engineers who work in the field have long been attracted to the challenge of bringing order to the chaos that surrounds process unit turnarounds.
This sense of challenge had always led them to believe that setting goals for turnarounds should be a bottom-up exercise. After all, the operators that run the unit have the best knowledge of the scope of work.
Planners and estimators can then turn this information into work-hour and duration estimates to determine the critical path activities, etc. Or can they? Much of our recent experience indicates that this is extremely difficult.
In fact, other than using a lot of costly outside talent and computer modeling techniques, it might well be unobtainable knowledge.
One should consider:
- A short duration turnaround with a higher staffing peak vs. spreading out the work.
- Determination of the correct critical path.
- If the current critical path is shortened, how does one identify the new one?
- How many people can fit in a regenerator?
- The fact that some craftsmen do not work well with other craftsmen.
Even if the plant owner has the talent and time to consider all these variables, the answer will only be available a few weeks before the turnaround starts, at best. This is not adequate for the plant managers' purposes. Fortunately, there is a better method.