Advances in CCR platforming process boost performance, adoption
David Lafyatis
Ka Lok
Mark Lapinski
Elie Fayad
UOP LLC, A Honeywell Co.
Des Plaines, Ill.
Advances to process flow schemes, equipment design, yield selectivity, and catalyst formulations for UOP LLC’s continuous catalyst regeneration (CCR) platforming technology have continued improving technology performance while minimizing additional capital requirements.
Affording operators enhanced flexibility to process a wider array of feedstocks into high-margin products based on market demand, these improvements have accelerated CCR platforming implementation by global refiners and petrochemical producers alike as they seek to maximize output of cleaner-burning fuels and chemical feedstocks in accord with a shifting energy landscape.
In addition to providing a brief overview of past, recent, and forthcoming innovations in the technology’s ongoing evolution, this article presents case studies based on data from currently operating commercial units that demonstrate the ability of CCR platforming catalysts to maintain octanes, yields, and activity for more than several hundred regeneration cycles and beyond a 10-year period.
Development overview
Upon its introduction, the CCR platforming process provided refiners the first opportunity ever to regenerate catalyst during unit operation without shutdowns. Alongside enabling lower reaction pressures to raise yields and elevated reaction temperatures to achieve increased octane levels, the technology allowed refiners to improve both economics and environmental standards for high-octane gasoline production by eliminating any need to use tetraethyl lead as an octane-boosting agent.
In early twentieth-century refining processes, gasoline was predominantly made of byproducts from crude oil distilled to produce kerosine, thermally cracked gasoline, and catalyzed cracked oil. These gasolines varied in quality, differing both in volatility and olefin content, with octane numbers ranging between 40 and 60. Amid rising demand for supply of higher-performance fuels, UOP chemical engineer Vladimir Haensel in 1947 developed a platinum (Pt)-containing, alumina-based catalyst that, during reforming, enabled continuous upgrading of low-octane, straight-run naphtha into high-octane reformate for gasoline blending for several months to a year before requiring a unit shutdown for catalyst regeneration. UOP commercialized the process, commonly known as UOP’s semiregenerative (SR) or fixed-bed platforming technology, in 1949.
Recognizing that periodic shutdowns were limiting the economic potential of platforming units as fuel demand continued to rise, however, UOP further fine-tuned process variables, equipment design, and catalyst technology to allow catalytic reforming units to continually regenerate catalyst and avert shutdowns altogether.
UOP commissioned the first CCR platforming unit in 1971 at former Coastal States Petrochemical Co.’s refinery in Corpus Christi, Tex. The 20,000-b/d unit featured a moving catalyst bed with feed flowing radially from outer-diameter distributors, across the downward-moving catalyst bed, and into a center pipe. Product effluent was directed to a furnace for reheating and subsequently fed to the next radial-flow reactor. Unlike its fixed-bed predecessor, the CCR platforming unit’s moving catalyst bed technology continuously and reliably regenerated catalyst, aided by new high-strength spherical alumina supports.
Process, equipment improvements
UOP began process innovations by optimizing atmospheric pressure regeneration in the first CCR platforming installation. The technology allowed the safe transport of coked catalyst from the reactors to a separate regeneration vessel and the subsequent return of reactivated catalyst to the reactor system. In 1988, commercialization of the pressurized CCR unit—now with a smaller equipment footprint—raised coke-burning capacities at elevated regeneration pressure.
UOP implemented further improvements to the catalyst transport system, the regenerator, and the reactor reduction zone with its CycleMax process in new designs starting in 1996. These upgrades reduced catalyst fines production, allowed further increases in regenerator size, and improved Pt dispersion, all of which led to more optimal product yields.
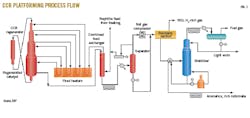
Fig. 1 shows a diagram of the modern CCR platforming flow scheme.
In 2001, UOP further upgraded the technology by introducing its new Chlorsorb regeneration vent gas process, which—working as an integrated system—allows effluent hydrogen chloride (HCl) from the regenerator vent gas to be adsorbed onto spent catalyst just before entering the regenerator to reduce HCl concentration by more than 97%. In addition to reduced chloride (Cl) emissions, recycling of HCl to the regenerator helps maintain Pt dispersion during coke burning, greatly reducing the amount of fresh-Cl injection required.
UOP’s ImpX system, a more recent innovation, maximizes production of aromatics in the reactor section. In 2017, introduction of new UOP CatMax reactor internals increased unit process performance and mechanical durability, increasing unit run time between turnarounds.
Fig. 2 shows a timeline of UOP’s process and catalyst improvements to CCR platforming since 1971.

Alongside improving mechanical operations, these innovations also have accommodated operators’ ability to use CCR platforming to process a broader range of feeds containing elevated levels of coke precursors into high-octane reformate still suitable for the gasoline pool, as well as aromatics feedstocks for production of valuable benzene, toluene, and xylene (BTX) in dedicated aromatics complexes.
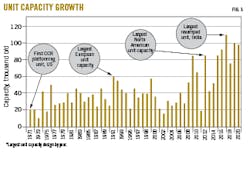
UOP has designed and licensed more than 380 CCR platforming units operating worldwide, with unit capacities steadily increasing to as much as 110,000 b/d and regenerator sizes to more than 8,000 lb/hr, all while maintaining reduced equipment footprints (Fig. 3).
Based on confidential data submitted to UOP by licensees, catalyst and process innovations have improved the refinery profit margin on gasoline and aromatics by more than 50% during the last three decades.
While business confidentiality agreements with clients prevents UOP from disclosing exhaustive details of licenses, the accompanying table includes a selection of more recent licensing details for the technology based on UOP press releases as well as information independently collected by OGJ from licensed operators’ direct disclosures to investors and government regulatory officials.
Catalyst innovation
In concert with process developments, improved catalyst formulations—from the original UOP R-16 to the current R-300 and newest R-400 series—continue to redefine standards for yield, activity, stability, and robustness.
In 1978, the R-30 catalyst series introduced attenuated Pt catalyst to increase reformate yields, while the subsequent R-130 series reduced Pt content and notably extended catalyst life. Introduced in 2001, R-230 catalyst series reduced catalyst coke while further raising reformate yields.
Commercialized in 2004, the higher-density R-260 catalyst series offered the same yields as the R-230 catalysts but with much better activity. The R-260 catalysts also allowed refineries to debottleneck unit capacity by overcoming hydraulic constraints.
The life of any individual catalyst loading will depend on processing objectives, including operating severity, catalyst circulation rate, feed contaminants, and refinery economics for improved catalyst formulations. In more than 40 cases involving commercially licensed CCR platforming units, R-200 series catalysts have lasted more than 10 years before reloading, with some catalyst loads even exceeding 15 years of operation.
The next catalyst innovations resulted from new discoveries in alumina formulation and modification that in 2014 led to UOP’s R-300 catalyst series. R-334 further increased available reformate yields, with a special emphasis on aromatics production. Enhanced activity of the high-density R-360 series enables refiners to process more feed at a target octane, to achieve higher octane, or to achieve higher aromatic conversion. Since becoming available, R-300 series catalysts have been loaded into more than 50 units, and all of which continue to operate with their original loads and are approaching 7 years on-stream. UOP also has introduced RMY-7, a recent standard-density catalyst with liquid and aromatic yields exceeding those of R-334.
Formulated to build on advances introduced with the R-200 series, the newest R-400 catalyst series incorporates enhanced metal and acid function to further improve activity, increase yield, and lower coke deposition. Based on confidential initial implementations, R-460 series—which allows operation in either high-activity or high-yield modes—will enable operators to extend production of high-octane reformate, aromatics, and hydrogen beyond levels achieved by its catalyst predecessors.
Commercial unit operation
The following case studies, based on confidential licensee data supplied to UOP strictly for analytic purposes, demonstrate long-term benefits UOP’s continuous process and catalyst innovations have yielded for CCR platforming users.
Upon proposing an R-200 series catalyst to meet one client’s need to improve C5+ yields, UOP coupled the platforming unit’s current yield estimate with an in-house pilot plant test using the operator’s desired feed and target conditions. Following attractive test results, the operator loaded the R-200 series catalyst into the refinery’s CCR platforming unit reactor system.
Fig. 4 shows key unit parameters, including weighted average inlet temperature (WAIT) and C5+ yield, over a 7-year period.
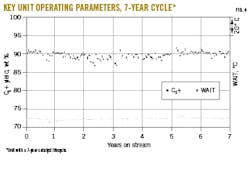
Data from the study indicate very stable performance at high-octane operation, which held steady at 102-103 octane throughout the 7-year operational cycle, confirming the catalyst’s ability to maintain excellent activity and yield stability for more than 500 regeneration cycles.
Demanding feeds and reactor conditions in UOP CCR platforming units raise catalyst circulation rates, increasing the number of regeneration cycles. Operating unit data from R-200 series catalysts demonstrated very consistent yield and octane performance.
During regeneration cycles, catalyst experiences alterations in its surface area caused by an alumina annealing process in the catalyst regenerator. This process provides three distinct benefits for catalyst morphology that result in process and regeneration advantages:
- As catalyst surface area lowers, alumina pore sizes increase. The widening of pores reduces diffusional constraints in the reactor and regeneration sections of the unit. In the reactor section, larger pores allow more rapid ingress of reactant naphtha and more rapid egress of the reformate products from the catalyst pores. The larger pores additionally reduce the chances for complete pore blockage by coke.
- In the regenerator, coke burning is limited by oxygen diffusion since the kinetic coke burning rate is very high. The larger pores allow more rapid diffusion of oxygen into the pore structure to increase the rate of coke burning.
- As the surface area decreases, the two distinctly different active sites on platforming catalysts—metallic sites and acidic sites—draw closer together on the catalyst surface. This closer proximity allows concerted bifunctional platforming reactions such as dehydrocyclization to complete more efficiently, resulting in higher aromatic yields.
Data from a separate client case study illustrate one of more than 40 instances where UOP CCR platforming catalysts have remained in continuous use in an operating unit for at least a decade (Fig. 5).
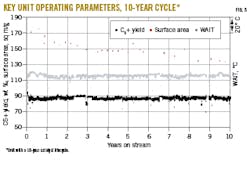
In this instance, stable performance is achieved while the catalyst surface area changes from a start-of-run surface area near 170 sq m/g to about 135 sq m/g. In this unit, the same catalyst demonstrated excellent Cl retention throughout its 10-year, on stream lifecycle as measured by a low delta Cl (i.e., the difference of measured catalyst Cl after regeneration and catalyst Cl at the reactor outlet).
The low delta Cl across the catalyst’s lifetime stems from the pure alumina phase used in the catalyst base, as additives to alumina inhibit the catalyst’s ability to retain Cl. The use of a pure alumina base results in the low delta Cl observed in this instance.
The authors
David Lafyatis ([email protected]) is a principal research and development engineer at UOP LLC’s naphtha technology center in Des Plaines, Ill. Before joining UOP in 2006 he worked for Johnson Matthey as a technical program manager. Lafyatis holds a BS (1987) and PhD (1992), both in chemical engineering, from Carnegie Mellon University and the University of Delaware, respectively, and has held a post-doctoral fellowship at the University of Ghent, Belgium. An inventor holding 14 US patents, he has authored more than 25 publications.
Ka Lok ([email protected]) is a service fellow in UOP LLC’s gasoline technical services group in Des Plaines, Ill. With 30 years’ experience in process and equipment development, design, and process control, he has advised on commissioning and startup of more than 110 reforming units. A listed inventor on 11 US patents, Lok holds a BS (1987) in chemical engineering from the University of Nebraska and an MS (1990), also in chemical engineering, from the University of North Dakota.
Mark Lapinski served as group leader of the platforming development group at UOP LLC in Des Plaines, Ill. Recently retired, he also worked at Exxon Research and Development and BP-Amoco in the areas of FCC, hydroprocessing, reforming, and paraffin isomerization. A holder of 29 US patents, Lapinski holds a BS (1984) in chemical engineering from the University of Illinois and a PhD (1989) from the University of Texas, also in chemical engineering.
Elie Fayad ([email protected]) is the senior manager for naphtha technology development at UOP LLC. Since joining UOP in 2012, he has set up research centers, developed commercial and academic alliances, and managed UOP’s regional manufacturing and product technology groups. Fayad holds a PhD (2010) in bioscience engineering from both Katholieke Universiteit Leuven in Belgium and IFP Energies Nouvelles in France. Author of several peer reviewed articles, he is also a listed inventor on seven patents.