New technology provides real-time corrosion monitoring
New field-proven automated electrochemical monitoring technology provides a means for evaluating corrosion and pitting in petroleum piping, making corrosion a real-time process variable. A broad range of environments has been studied, including vapor phase (e.g., dehydrated gas), multiphase (oil, gas, and water), and low-to-high water cut.
The data demonstrate the value of the technology in alerting operators online, real time to the corrosion effects resulting from the varying conditions commonly found in production systems, gathering lines, pipelines, and facilities.
One problem associated with corrosion control is that corrosion is commonly dealt with in a historical sense, after the damage has occurred, and with no opportunity to prevent recurrence. Corrosion measurements usually are reactive maintenance functions.
Offline monitoring data can neither be viewed real time nor viewed alongside the process conditions that often initiate corrosion. Recent innovations in monitoring technology, however, enable the corrosion engineer to interact directly with the new online, real-time world of process control optimization and asset management.
Improved communications also provide online connectivity for corrosion engineers, bringing them closer to the frontline people who control processes and manage facilities.
Under this new paradigm, the corrosion measurement device becomes the “tachometer” for the facility, showing real time when processes go awry, prompting remedial action before substantial damage occurs. Reduced corrosion-related damage, failures, and outages have increased runtime.
Offline measurement
Corrosion measurement methods currently in use-including simple off-line techniques such as weight-loss analysis-only provide a retrospective status check rather than a means of active, real-time process control.
Offline measurement methods also include such general corrosion measurement techniques as electrical resistance and linear polarization resistance.1 These systems operate in standalone mode, providing spot corrosion data via battery powered, field-mounted instruments often with logging capability.
Such systems are flexible in that they can be installed remotely. But this flexibility is offset by the fact that data are available only periodically and requires personnel to manually download and process the data. Furthermore, such systems often are limited by shrinking allocations for corrosion control in tightening maintenance budgets.
Once gathered, postprocessing of the corrosion data is often performed in a computerized spreadsheet. In most of these cases, the data are viewed after the corrosion has occurred and analysis cannot easily take into account process variables (e.g., temperature, pressure, flow rate, and chemical feed rate). It is the corrosion engineer’s burden to find and access this information and manually integrate it with the historical corrosion data and present the findings in an after-the-fact report with recommendations.
Online measurement
In some cases, offline linear polarization resistance (LPR) or electrical resistance (ER) measurements can be taken online. That means the corrosion measurement signal, rather than going to a local data-logging device, is channeled (often by hardwire) back to a safe area and then through the company network.
Normally, this is performed with corrosion data from multiple points going back to a standalone computer (a dedicated corrosion server or simply a corrosion engineer’s workstation). There can be substantial infrastructure costs associated with establishing this separate data channel often reaching beyond most corrosion control budgets.
For example, in some cases, the cost of hardwiring LPR or ER units in a plant environment can exceed the cost of the corrosion monitoring devices themselves by up to a factor of 10.
Even with online systems, the data are still commonly viewed or analyzed after-the-fact and do not automatically include the ability to correlate the corrosion rate to specific process events unless this is manually done by the corrosion engineer. Such practices often result in causes only being detected after a point at which corrective action could easily have been implemented.
In one example, after viewing long-term (3-6 months) coupon data and inspection reports, a corrosion engineer realized that following a process change, about 25% of the useful life of the unit had been lost due to corrosion, resulting in a shortened maintenance schedule, repair, lost production, and reduced profits.
New technology
Modern field corrosion monitoring now includes a broad range of techniques to evaluate the degradation of metallic materials. These techniques can be divided into two distinct groups, namely those providing indications of the cumulative damage sustained (retrospective) and those providing indications of the prevailing corrosion rate (usually online and continuous).
These techniques are applicable with virtually all metallic materials and are commonly grouped as follows:
• Cumulative loss techniques. Weight loss coupon, ER, ultrasonic thickness (UT) measurement, and other nondestructive examination methods (e.g., radiography). The cumulative loss techniques will only show signs of change when sufficient corrosion has been sustained to cause a change in the bulk material properties. As such, most are used offline and do not provide real-time data, requiring measurement cycles of days to weeks.
• Corrosion rate techniques. LPR, harmonic distortion analysis (HDA), and electrochemical noise (EN). Corrosion rate techniques have a much higher resolution and a shorter response time and have been developed to provide a fast assessment of the electrochemical rate processes taking place at the metal-environment interface. Measurements using these techniques take only a few minutes.
Experience with the most commonly used online techniques such as LPR and ER indicates that they are particularly good for detecting trends in uniform corrosion rates. In this capacity, they are looked upon as “qualitative” indicators of general corrosivity. If their readings are going up, things are getting worse, and if their values are going down, things are getting better. These techniques, however, are not sensitive to, nor can they differentiate between, localized and uniform corrosion.
Advances in automated, multitechnique systems have made it possible to incorporate multiple measurements into a single instrument, thereby increasing accuracy to the point of being able to make quantitative measurements (e.g., LPR corrosion rate with B value correction from HDA) and being able to differentiate the modality (pitting vs. uniform corrosion) of the corrosion process (e.g., use of EN). This can be done on a time scale of minutes, which is consistent with modern process control approaches.
The latter point is extremely important as it now is possible to provide quantitative corrosion rate and modality measurements and deliver them via the same (and existing) communications protocols (4-20 ma, RS-485, RS-232 and Highway Addressable Remote Transducer-HART) that are already in place and used to acquire process variables through supervisory control and data acquisition (SCADA) or distributed control systems (DCS).2
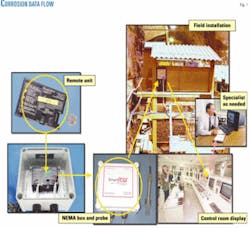
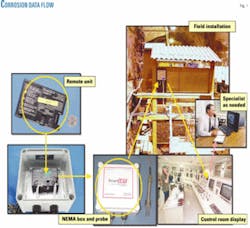
The importance of these advances is that the corrosion engineer can now be part of the same online, real-time channels that are used for process control, optimization, and facilities asset management (Fig. 1).3 Corrosion data are automatically comingled and displayed with process data, enabling the use of these data together as key performance indicators (KPIs).4
The process engineer uses the corrosion signal as another variable that must be optimized (e.g., minimize asset damage, increase production while controlling damage to acceptable levels, extend allowable run time, and manage processes to minimize inspection requirements).
This improved connectivity gives the plant operator immediate access to both corrosion data and the corrosion engineer who can provide valuable input regarding the effect of process upsets immediately.
The corrosion engineer can also be included in process optimization studies because corrosion is now another process variable.
System implementation
Use of corrosion rate techniques (such as LPR) offers sensitivity and high-resolution assessment of the corrosion current that is a direct consequence of the instantaneous corrosion process. Its value is directly related to the rate of the metal loss.
Electrochemical monitoring methods have been developed specifically to estimate the corrosion current. The relationship between the polarization resistance measurement and the corrosion current is given by the Stern-Geary relationship:
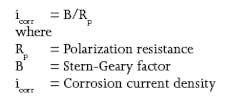
null
One limitation with commonly used LPR technology is that this technique cannot directly measure the proportionality factor (B value) which has led to its use in many cases. Most field corrosion instruments use a factory-set defaulted B value of 25-30 mv.
Recent studies have shown, however, that the actual value for this proportionality factor can vary from less than 3 mv to more than 100 mv, depending on the natures of both the system and the reactive species, which can change from time-to-time and even from system-to-system.5
Incorporation of additional, newer electrochemical techniques (such as HDA) into a field device captures a more complete frequency response to provide values for the corrosion current, the characteristic anodic and cathodic Tafel coefficients, and hence an actual value for the Stern-Geary factor. The incorporation of the real-time B value with the corrosion current thus provides a more accurate corrosion rate measurement.
Localized assessment
Additional techniques can also be included (such as electrochemical noise) to further augment and complete an automated corrosion measurement cycle.
EN is used proactively to identify periods when the corrosion processes become unstable (usually associated with localized corrosion phenomena; e.g., pitting, crevice corrosion, and stress corrosion cracking) and thus recognize when the probability of localized corrosion is high.
When corrosion changes from uniform to pitting, the characteristics of the current and potential fluctuations change dramatically. When normalized to the average corrosion current over the period, these noise signals can be analyzed and displayed real time in much the same way that they can descript noise in any electrical system, which is the basis of a pitting-factor value.
From a facilities corrosion control perspective, this is important because the technique provides an early warning of incipient localized corrosion events so that action can be taken at the process control level before substantial pitting damage occurs.
Case studies
Several case studies illustrate modern multi-technique, electrochemical corrosion monitoring. These include corrosion measurement in multiphase pipelines; use of a field system for determining inhibitor dosage; process optimization in a hot organic stream with corrosive water; and microbiologically influenced corrosion (MIC) because of sulfate-reducing bacteria (SRB) in a water-handling system.
Case 1
Use of online, real-time, multi-technique monitoring methods provides quantitative corrosion rate trends and indications of modality in systems containing oil and water in combination with corrosive gases.3 The combination of LPR, HDA, and EN more completely represents the corrosion taking place in both the liquid and vapor phases in a dehydrated gas pipeline environment containing condensing water and glycol, methane, and carbon dioxide (Fig. 2).
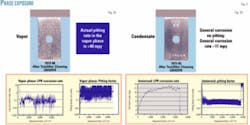
When compared with corresponding coupon data taken on the same exposure interval, it can be seen that the uniform corrosion rates are about a factor of 10 higher in the liquid phase than in the vapor. The rates obtained by monitoring were very similar to those independently determined by mass-loss measurements on the coupons.
Furthermore, and perhaps more importantly, the mode of corrosion in the condensing vapor phase was found to be pitting corrosion. The EN data taken during the automated measurement cycle showed high pitting-factor values throughout the exposure period. Such data provide a basis for remedial actions before substantial damage has occurred.
Case 2
In most cases, laboratory studies determined inhibitor doses, and this information then migrated to the field through a relatively slow iterative process.
A gas pipeline system with very high H2S concentration and severe corrosion was monitored on a real-time basis quickly to assess corrosiveness and establish an optimal inhibitor dose.3 At the start-up of operations very high doses were utilized.

Fig. 3 shows the differences in corrosion rate with and without B value adjustment (from HDA data). The B value for this sour gas system was about 120 mv, about four times the default value in most field instruments. Therefore, the actual corrosion rate was four times the value originally believed, based on simple LPR measurements.
A real-time pipeline inhibitor dose study was conducted in terms of percent inhibitor efficiency while switching the inhibitor injection off and then monitoring corrosion at various inhibitor dosages attained by varying the injection rate. As a result, the pipeline operator reduced the dose substantially, with an associated cost savings of about 60%.
Case 3
Decades of debottlenecking and other process modifications had produced corrosion problems at BASF’s Freeport Works in Freeport, Tex., where much of the plant was constructed of 304L and 316L carbon steel.
After a year of unsuccessful efforts to untangle the process problems, an online, real-time electrochemical corrosion-monitoring system was installed.4 For the first time, materials engineers, process engineers, and plant operators saw immediate changes in corrosion behavior caused by specific variations in process parameters. They were able to work together to identify process modifications and remedial actions.
Realizing that this environment was mostly a nonconductive organic phase, and the entry points for probes were mostly located on vertical pipe runs, technicians installed custom-design probes at ANSI flange joints in a piping system where the most severe corrosion had been observed.
Results of the initial process evaluation identified five predominant factors that related directly to the chemical aggressiveness of the plant environment:
• An upstream vessel was on an automatic pump-down schedule so that it pumped its contents into a reactor about once every hour. Each time the vessel pumped-down, the corrosiveness of the larger stream increased.
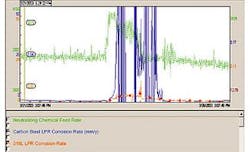
• Operations had reduced the concentration of a particular neutralizing chemical in the process. Contrary to what was expected, the engineers found that increasing the feed rate of the neutralizer increased corrosion rates rather than reducing them (Fig. 4). This new information helped both to reduce corrosion rates and provide chemical engineers with new insight into the chemistry of the process, as follows:
• An increase in corrosion rate of the 304L electrodes occurred immediately after a new batch of catalyst was mixed.
• Further investigations indicated that the corrosion rate also varied quite significantly with other process and operational events. These included noting that the corrosion rate of carbon steel correlated with the quantity of a key gaseous chemical used in the process.
• In another process stream, short-term spikes to very high corrosion rates were observed intermittently but consistently. It was determined that the corrosion rate spikes coincided with the pumping of laboratory samples back into the process stream.
Operations changed its procedures for lab sample disposal and the corrosion spikes stopped.
Recent ultrasonic thickness measurements taken on various parts of the piping near the corrosion monitoring points indicated an average 2.965 mil/year (mpy) corrosion rate over a 16-month period.
These data agreed very well with the 2.9 mpy corrosion rate predicted by the B value-corrected online, real-time corrosion measurements.
Case 4
Fig. 5 shows a combination plot of corrosion rate (corrected for a B value of only 8 mv vs. the standard 25-30 mv), pitting factor, and SRB growth vs. time for a period of about 1 week in a simulated oil field water-injection system.6
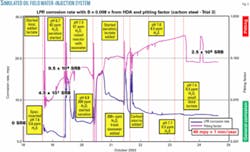
The graph shows the variations in corrosiveness that occur as a result of production of H2S from SRB activity, short-term operational conditions (periodic system aeration), formation of biofilms with increasing SRB counts, and the long-term effects on pitting tendencies as observed by pitting-factor readings.
First, the measured B values were very low as a result of the presence of biologically produced H2S in the system and sulfide films on the steel surfaces. The low B value readings demonstrated the inaccuracy of noncorrected LPR corrosion rates at a factor of three.
Second, corrosion and pitting factor varied considerably with operating conditions, periodic increases in localized corrosion occurring during each aeration cycle. Over the longer term, the system developed a considerable tendency for localized corrosion (high pitting factor) near the end of the monitoring period that matched the rise in sessile SRB count on the metal surface.
This was likely the result of the formation of a biofilm and the local variations in corrosion tendencies on filmed and nonfilmed areas.
Additional measurements of resistance were made that indicated the buildup of FeS surface films during the exposure period. None of these measurements would have been possible without automated, multitechnique monitoring capabilities.
Results
Online, real-time corrosion monitoring has been performed with a combination of electrochemical techniques that provide complementary information on both general and localized corrosion in a broad range of pipeline and process environments.
Data from numerous studies led to the following conclusions specifically related to petroleum production and transmission pipeline environments:
• Real-time corrosion measurement of both general and pitting tendencies has provided valuable insights into the corrosion behavior of steel and other metallic materials in low-water cut, dehydrated, multiphase, and vapor-phase environments.
• The ability to measure the B value (Stern-Geary factor) online and in real time has dramatically improved the accuracy of corrosion-rate measurement, thus helping determine appropriate and cost-efficient uses of chemical treatments.
• Corrosion in multiphase (oil, brine, and gas) environments has been found to exhibit widely varying rates from 0.001 to more than 2.5 mpy depending on the conditions imposed (e.g., flow, chemical composition).
• In liquid-phase environments, the highest corrosion rates are associated with agitation that produces severe liquid-phase turbulence. In most cases, corrosion in the liquid phase is uniform in nature and shows low pitting-factor values.
• In heavy oil, brine and CO2 environments, high pitting-factor values and visual signs of localized corrosion have been observed in the liquid phase, possibly arising from partial coverage of the heavy oil on the metal surface.
• Vapor-phase environments typically exhibit 1-2 orders of magnitude lower general corrosion rate than found in liquid phase environments. Higher corrosion rates, however, can result from agitation or turbulent flow, which likely provide increased water availability in the vapor phase.
• The predominant mode of corrosion in the vapor phase has always been observed to be pitting corrosion, shown by high values of pitting factor and corroborated by visual observation.
• CO2, brine and oil environments typically exhibit their highest corrosion rates during agitation or turbulent flow, returning to low corrosion rates on reimposing a static condition.
• Oxygen excursions in CO2-saturated multiphase environments can result in increased general corrosion rates without an accompanying increase in pitting tendencies.
• In addition to measuring general and pitting corrosion, the described online, real-time technology is emerging as a tool to assess the effects of other material degradation such as scale deposition and microbiological activity. ✦
References
1. Standard Guide for On-Line Monitoring of Corrosion in Plant Equipment (Electrical and Electrochemical Methods), ASTM G96, ASTM, West Conshohocken, Pa.
2. Eden D.A., and Srinivasan, S., “Real-time, On-line and On-board: The Use of Computers, Enabling Corrosion Monitoring to Optimize Process Control,” Corrosion04 (NACE), New Orleans, Mar. 28-Apr. 1, 2004.
3. Kane, R.D., Eden, D.A., and Eden, D.C., “Online, Real-Time Corrosion Monitoring for Improving Pipeline Integrity-Technology and Experience,” Corrosion03 (NACE), San Diego, Mar. 16-21, 2003.
4. Eden, D.C., and Kintz, J.D., “Real-time Corrosion Monitoring for Improved Process Control: A Real and Timely Alternative to Upgrading of Materials of Construction,” Corrosion04 (NACE), New Orleans, Mar. 28-Apr. 1, 2004.
5. Kane, R.D., and Trillo, E., “Evaluation of Multiphase Environments for General and Localized Corrosion,” Corrosion04 (NACE), New Orleans, Mar. 28-Apr. 1, 2004.
6. Kane, R.D., and Campbell, S., “Real-Time Corrosion Monitoring of Steel Influenced by Microbial Activity (SRB) in Simulated Seawater Injection Environments,” Corrosion03 (NACE), San Diego, Mar. 16-21, 2003.
The authors
Allen Biedermann is manager of corrosion monitoring at CORRPRO Cos. Inc., Houston. Biedermann has a BS in chemical engineering from the University of Texas in Austin (1964). He is a member of NACE International and the American Institute of Chemical Engineers. He is registered in California as professional corrosion engineer.
Gerald D. Williams is a senior project manager at CORRPRO Cos. Inc., Houston. He holds an associates degree in engineering technology from Bellevue College in Bellevue, Wash. He is a member of NACE International.
Russell D. Kane is vice-president and founder of InterCorr International Inc., Houston. He has BS, MS, and PhD degrees in materials science from Case Western Reserve University, Cleveland (1971, 1973, 1974).
Dawn C. Eden is marketing manager at InterCorr International Inc., Houston. Eden has a BS in chemistry and an MS in corrosion science and engineering from Victoria University of Manchester in Manchester, England (1987, 1988).
David A. Eden is product engineering director at InterCorr International Inc., Houston. He is a graduate of Victoria University of Manchester in Manchester, England, with MS (1977) and PhD (1991) degrees in corrosion science and engineering. He is a member of the Royal Society of Chemistry.
Elizabeth Trillo is a research engineer for the technical services division at InterCorr International Inc. She has a BS in metallurgical engineering (1992), an MS in metallurgical and materials engineering (1994), and a PhD in materials science and engineering (1997), all from the University of Texas at El Paso.