Water treatment complicates heavy oil production
Operational units in the Liaohe oil fields are trying to find uses, such as steam-generator feed water, for the water being produced with heavy oil.
Finding methods for treating this large water volume has been a complicating factor in producing heavy oil in this part of China.
Although some treated water does meet disposal specifications, such parameters as chemical oxygen demand (COD) are still outside of the desired range.
Oil fields in the Liaohe area produce a significant amount of heavy oil. Current oil production capacity is 8 million tons/year (143,000 bo/d). Production includes steam stimulation and is complicated by increasing water cut.
Current water production is 15 million tons/year (260,000 bw/d), but when water cut reaches 80%, the produced water from heavy oil production could reach 30 million tons/year (520,000 bw/d).
The Liaohe oil fields do not provide an option for increasing water injection. Therefore, produced water from heavy oil needs to be discharged, resulting in possible pollution and a waste of a water resource.
There are two ways to deal with produced water: discharge treated water on surface or reuse it.
In the first option, treatment of the produced water solves the pollution problem for discharged water. The main treatment required is the removal of remaining crude oil substances, which are the most likely constituents that could cause pollution problems.
The second option provides for an efficient use of a water resource. Possible reuses of water include reinjection to lighten oil slugs, warm-water well flushes, water for irrigating agriculture, make-up water for circulation, and steam-generator feed water.
At Liaohe, reinjection consumes 20,000 tons/day (126,000 b/d) of produced water. Warm-water flushes and make-up water, however, are limited in scope and require little water. Theoretically the produced water could be treated and made usable for irrigating agriculture. But due to the high cost, this is not feasible in the near term.
The most feasible reuse option is to treat the produced water to an acceptable quality for generating steam.
Water properties
Compared with produced water from light oil production, water produced with heavy oil is different and has the following characteristics:
- A low density difference between the oil and water. Light oil density is below 880 kg/cu m, normally around 840 kg/cu m, while average heavy oil density is 900 kg/cu m. For some extra heavy oil, above 900 kg/cu m, crude oil particles can be suspended in water for a long time.
- Heavy oil with water has a high viscosity, especially at low temperatures.
- Heavy oil with water has more impurities, including asphaltene and sludge. The addition of various viscosity breaking agents complicates the composition.
- Heavy oil with water is kept at higher temperature because of the viscosity problem. The stream from heavy oil production is normally 70-80° C. compared to the 50° C. transportation temperature for light oil.
- Oil-in-water emulsion easily forms because of micro oil particles.
Oily wastewater, especially heavy-oil produced water, is a complicated fluid in which two major forces interact.
On one hand, oil interfacial tension makes oil droplets coalesce. Therefore, large oil droplets are formed and separated from water due to their buoyancy in water.
On the other hand, because emulsion is around the oil, oil droplets are held in suspension and are stable. This prevents the micro droplet from forming into large oil drops and maintaining oil in suspension.
Thus, one force is trying to separate oil and water; the other force is trying to keep the emulsion stable.
A fluid emulsion forms when one liquid contains micro particles of the other liquid and the particles distribute evenly in the first liquid. Oil and water cannot form an emulsion by themselves, but they will not dissolve into each other because of a strong repulsive force. Hence, there will be an interface no matter how one mixes them.
A media (emulsifier) is needed to form an emulsion. As mentioned, heavy-oil produced water contains asphaltene, gum substances, phenol, metal, fine sand, clay, and various kinds of viscosity-breaking agents that act as emulsifiers. With mixing and shear forces, oil particles scatter and are suspended in water, forming emulsions.
By analyzing the surface charge of gum substances, one can deduce that the emulsions form because of the charge. The existence of a negative charge on the oil droplet surface causes an electric double layer, with adsorption of solid hydration film.
This makes it difficult for oil particles to contact and coalescence. Therefore, with the help of some emulsifiers, the oil-in-water emulsion maintains the system energy at the lowest level and keeps it stabilized, making it more difficult to treat the produced water.
Produced-water differences
Large differences exist between light and heavy-oil produced water. But even heavy-oil produced water exhibits differences caused by being produced from different geologic structures, having different crude oil properties, and being produced by different methods. Treatment cost depends on understanding these differences.
Heavy-oil produced water can be divided into six types, based on requirements for steam-generator feed water:
- Low hardness and low salt concentration (dissolved solids). Hardness of Ca, and Mg is below 300 mg/l., CaCO3 is usual, and salt concentration is below 7,000 mg/l. The CPU Gao 1, Jin 1, and Huang 4 areas produce this type of water.
The water is favorable for steam generation because no pretreatment is needed when softeners are available. Comprehensive processing cost, therefore, is low. - Medium hardness and low salt concentration. Hardness of Ca, and Mg is between 400 and 800 mg/l., and salt concentration is less than 7,000 mg/l. CPU Shu 4 produces such water. This water could be used for steam generator after being pretreated for hardness, but the cost is high.
- High hardness and low salt concentration. Hardness of Ca, and Mg is between 900 and 1,500 mg/l., and salt concentration is less than 7,000 mg/l. CPU Shu 4 and Wa 1 produce such water. Special hardness pretreatment is required for this water to be used for steam generation. The cost is very high and the operation is very difficult. Therefore, it would be better not use this water in steam generators.
- Medium or low hardness, high salt concentration. Hardness of Ca, and Mg is between 400 and 800 mg/l., and salt concentration between 7,000 and 10,000 mg/l. When there is additional make-up water with a low salt concentration, this water can be used as feed water in steam generators. The processing method is similar to the processing of medium hardness water.
- High hardness and high salt concentration. Hardness is greater than 800 mg/l. and salt concentration is greater than 7,000 mg/l. The Sheng* Caoqiao produces such water. Both hardness and salt concentration needs to be specially treated when this water is used in steam generators.
The cost to process this water is very high and the treatment is very complicated. This produced water is normally not used for steam generation. - Heavy-oil produced water with other propeties. Some produced water has a high content of chloride, silica, and sulfates. If hardness and salt concentration are not very high, the water can be used in steam generators after being treated.
The previous six classifications include only some of the many possible aspects of produced water. Detailed analysis of water quality, and technical and economic comparisons are required to determine the appropriate use of the water.
Water processing
Processing the water for steam generations involves:
- Having efficient demulsifying measures available.
- Ensuring longer separation time for oil, water, and sludge.
- Ensuring the maintenance of a specific pH and basicity.
- Taking into consideration the overall dehydration process.
- Designing suitable processing units.
Demulsification is a precondition for three-phase separation of oil, water, and sludge. Demulsification depends on processing temperature, proper coagulant or demulsifier, optimum amounts of chemical additions, and mixing method.
Because of heavy oil density, a longer separation time is required to allow oil droplets to float up, even though gravity separation is after the demulsification process. The time in the separator should be 1-2 times as long as for light oil.
The pH has a significant effect on coagulant because H+ is continuously produced during the coagulant's hydrolysis and reaction. To obtain an adequate hydrolysis, a base is needed in the water to neutralize H+. If the basicity is inadequate, the pH will decrease, resulting in insufficient hydrolysis that will influence coagulation.
Dehydrated water has a significant influence on water treatment. The demulsifier for dehydration should be compatible with that used in the water. As an example, the Huanxiling and Shuguang fields have had good results because the same demulsifier can be used for dehydration as well as demulsification of heavy oil produced water.
To control the amount of oil in the dehydration process, the Liaohe oil fields include an oil removal unit in the dehydration process to keep the oil content below 1,000 mg/l.
The treatment is enhanced by proper design of separation equipment for oil, water, and sludge. Equipment includes three-phase oil removal tank, air floatation unit, and deep-bed filtration.
This equipment has obtained good results, even though good results depend on adding the correct amount of coagulant and demulsifier and ensuring a correct temperature.
Feed water tests
The Liaohe oil fields have completed minitests, middle-scale tests, and a commercial-scale installation for treating water for steam generation. The commercial installation has an 8,000 cu m capacity.
Testing of the treating techniques started on Dec. 25, 1996, at a 30 cu m/hr rate. Since Jan. 6, 1997, treated water has been fed to the No. 9 and No. 19 steam injection stations.
After 93 days, the No. 19 steam generator showing no abnormal problems and an inspection inside the generator showed light scaling, but the scale was loose and easy to remove. The greatest scale thickness was 1.0 mm.
Analysis showed that the scale was 73% carbonate. A trace of corrosion was found at an elbow. It needs to be pointed out, however, that the No. 19 steam generator had been in service for 8 years and an inside inspection had not been done before the test.
The tests in the No. 19 steam generator showed that treated produced water could be used for steam generation.
The Shu No. 4 wastewater treatment process included the produced water going through a corrugated plate separator, floatation unit, coarse granulation unit, single-valve filter tank, fine filtration medium, mechanic settling tank, sand filtration, active carbon adsorption, and a softening unit before entering the steam generator.
The softening unit used an ion exchange process that contained a strong acid cation, Type 001x7.
During the test, the ambient temperature was low, averaging -15° C., and some of the equipment was difficult to operate. Sludge in the corrugated plate and settling tanks could not be drained, but the main problem was that the quality of the produced water was not consistent.
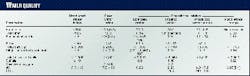
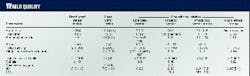
Water-quality measurements for the No. 9 Station in Shu 4, before and after treatment, included silica, oil concentration, suspended particles, iron, pH, basicity, chloride, salinity, sulfates, COD, and dissolved oxygen. During the test, 62 samples were taken with 12 being analyzed. A total of 1,120 sets of data were obtained and the comprehensive analysis showed that the treated feed water met the requirements of the steam generator (Table 1).
The average running time of the softening unit of was 17.2 hr, 16 hr longer than for freshwater. The longest running time was 40.5 hr. Primary regeneration time was below 5 hr.
Feed-water hardness entering the softening unit was between 35 and 115 mg/l. No hardness was detected for the feed water entering the steam generator. Oil concentration was below 2 mg/l. and suspension below 3 mg/l.
Type 001x7 strong-acid cation resin was adaptable to heavy oil produced water in Shu. 4. This water met the Liaohe standards after being softened.
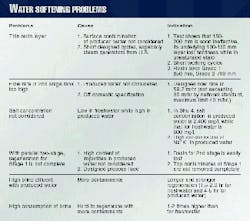
The resin, however, was formulated for freshwater and was not entirely suitable for produced water. The result was short operation times, early hardness loss, incomplete regeneration, inadequate thickness of the resin layer, and insufficinet sized regeneration brine tank (Table 2).
The resin is capable of handling the organic matter in produced water. This means that produced water does not significantly influence the exchange capacity, even though there is surface contamination on the resin. The COD is not contaminating the resin. Also, the silica in the produced water has no effect on adsorption of Ca and Mg ions by the resin.
Compared to freshwater, the softening process for the produced water was characterized by a longer regeneration time, with large amounts of brine and its effluent. Regeneration times were 1.5-2 times greater.
Efficient operation time was about 15 days, and for oil removal it could be up to 90 days.
Water entering the active carbon unit had to be stable and within specifications, otherwise the active carbon could be contaminated and made difficult to recover.
Some of the equipment was not functioning normally and even shutdown, including chemical injection. Water quality was not the best. Also, regeneration testing was not done on the active carbon adsorption unit.
Lime presoftening system was not operating normally, causing the hardness of the water entering the process to fluctuate.
Acknowledgment
The author would like to thank Cheng Xiangrong for translating the article from Chinese to English.
The Author

Dong Lin is chief of the environment department for Liaohe Oilfield Design & Research Institute in Panjin, China. He has been involved in the design and study of oily water treatments for 18 years. Dong Lin holds a BS in water and wastewater engineering from Liaohezhigong University.