New technology improves nitrogen-removal economics
A new method of removing nitrogen from natural gas makes production of limited gas accumulations more economical.
Developed by Engelhard Corp., the process can reduce nitrogen levels to the 4% typically required by pipelines, while keeping methane at high pressure. It is economical at 2-50 MMscfd flow rates. A demonstration unit began operating in Colorado last year (OGJ, Dec. 11, 2000, p. 64).
The Gas Technology Institute estimates that nitrogen contaminates 16% of US natural gas reserves, and its removal substantially raises natural gas processing costs. Nitrogen levels greater than 4% generally must be removed before gas may enter a pipeline system; therefore, costs and operating requirements can be prohibitive for small-to-mid-size production facilities that use traditional removal methods.
Nitrogen-removal processes using liquid solvents, adsorption, and cryogenic processing are currently available, but all of these methods require recompression of the methane product, which penalizes their economics. Many wells are shut in rather than brought into production because the cost of removing nitrogen for smaller facilities cannot be justified.
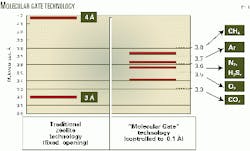
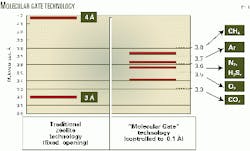
A new nitrogen-separation system from Engelhard Corp. overcomes this problem largely because it removes the contaminant at feed pressures. The new technology (Fig. 1), called "Molecular Gate," can reduce nitrogen levels from about 30% to the 4% typically required by pipelines.
Unique adsorbent
The Molecular Gate technology traps nitrogen in a unique adsorbent material while letting methane flow through at high pressure.
Unlike traditional adsorbents, the material can be custom-designed to produce a pore size targeted at size-selective separations.
This is not possible with traditional molecular sieves whose crystal structures have nonadjustable fixed pore openings. These openings permit the adsorption of molecules through surface attraction. The sieves are used commonly in gas processing for gas dehydration and include pore sizes of 3 Å, 4 Å, 5 Å, and 10 Å, among others.
In some separations, molecular sieves take advantage of their fixed pore openings to exclude large molecules from the crystalline structure while permitting the entrance and adsorption of smaller molecules (e.g., dehydration of natural gas). Traditional sieves will not separate methane from nitrogen, however, because the sizes of these two molecules do not fall on either side of the available pore sizes.
The Molecular Gate adsorbent for nitrogen separation of natural gas is a titanium silicate designed with a 3.7-Å pore size. Because nitrogen has a smaller molecular diameter (3.6 Å) than methane (3.8 Å), nitrogen can enter the pore and be removed while methane passes through the fixed bed of adsorbent at essentially the same pressure as the feed.
Pressure swing adsorption
The new technology is based on the ability of the adsorbent to load a higher amount of a target molecule at higher pressures and release that material at low pressures. This process, known as pressure swing adsorption, is used widely in light-gas separation in the oil refining, petrochemical, and air separation industries for purifying hydrogen, recovering reactant from vent streams, and producing enriched oxygen or nitrogen.
This principle is applied in a cyclic process that includes adsorption at high pressure, during which nitrogen is removed and pipeline-quality product produced. Afterwards, stepwise depressurization and purging removes the adsorbed nitrogen.
In other words, when the adsorbent is saturated, the system depressurizes, and an enriched nitrogen off-gas stream is removed from the steam.
The swing between the high adsorption pressure, regeneration at low pressure, and repressurization is completed in rapid cycles that last only a few minutes, minimizing the adsorbent needed.
Maximizing recovery
Effective upgrading of natural gas requires a high recovery of methane and other hydrocarbons. Some methane losses with the rejected nitrogen are unavoidable in the PSA process, although the cycle design and recycle to the feed of a methane-rich stream minimizes losses from the system.
Molecular Gate technology maximizes methane recovery at lower feed temperatures-typically 80-100° F. This is because nitrogen is weakly adsorbed. Lower temperatures tend to increase its loading, reducing the adsorbent required.
The lower temperature does not reduce nitrogen-methane selectivity because methane does not enter the adsorbent's pores.
The typical pressure range for the system is 100-800 psia, with an optimum 250-600 psia operating pressure. Operations at pressures greater than 300 psia with a feed of 10% nitrogen and a 4% pipeline specification result in a 95% recovery rate.
Because the Molecular Gate system adsorbs the nitrogen, it works most economically at lower nitrogen concentrations. Typical nitrogen concentrations for the system are less than 20%, although higher levels also can be treated. In general, the level of nitrogen in the feed and the pipeline specification for allowable inerts are the most important criteria impacting the methane-recovery rate.
The process incorporates a unique thermal stripping step into the PSA cycle, wherein each adsorber vessel undergoes a thermal regeneration step once each day. This effectively increases the workable capacity of the adsorbent and also allows removal of heavy components that could block pores and decrease capacity.
In the thermal stripping step, a gas-fired heater heats a portion of the product methane to about 300° F. This gas passes through an off-line adsorber vessel and heats and purges the adsorber bed. The heater is relatively small (about 150,000 btu/MMscfd of feed gas). After the bed is heated, recycling a portion of the nitrogen-rich tail gas at low pressure cools it.
Feed impurities
Carbon dioxide (CO2) is a small molecule, about 3.3 Å in size, that can fit within the pore structure of the Molecular Gate adsorbent. Because it is adsorbed more strongly than nitrogen, CO2 is removed by a system designed for nitrogen removal. Several percent of CO2 in the gas can be treated and removed.
In traditional nitrogen rejection units (NRU), an amine solvent removes CO2 to very low levels. Amine systems, widely used in industry for acid gas removal, require significant operator attention and represent added capital costs for the system as well as operating cost for solvent make-up, power, and heating and cooling requirements. The overall process is simplified by eliminating the amine system.
But an amine system would be placed in front of the Molecular Gate system to remove hydrogen sulfide (H2S) from gas streams containing that impurity. This placement removes the H2S at its highest partial pressure.
In feeds with both H2S and CO2, an amine solvent selective to H2S should be used. This approach allows most CO2 (about two thirds) to pass through the amine solvent system and into the Molecular Gate unit where it is removed by the adsorbent. In this approach, the amine system produces a rich H2S stream with minimal CO2 dilution.
The system can also remove oxygen at the same removal rate as nitrogen. Oxygen removal reduces safety or corrosion concerns for the downstream systems.
Pilot tests
The Molecular Gate system for nitrogen-methane separation has been optimized in several pilot plants using simulated feed compositions. Pilot-plant performance parameters were mapped and the process cycles refined.
Adsorbent life studies, starting in 1998, have used a small-scale, cyclic life-test unit. This unit has two independent adsorbent beds, one of 1-in. diameter and the second of 3-in. diameter. The unit processes glycol-dehydrated wellhead gas with 45% nitrogen from the Petrolia field in Texas.
The data from the unit have been consistent. Regularly conducted performance tests and offline evaluation of the adsorbent's crystal structure indicate no change.
In other services, PSA systems commonly operate for many years, indeed sometimes decades, without adsorbent deactivation. There is no reason, therefore, to believe this adsorbent will behave any differently.
In the field
Since August 2000, a Molecular Gate demonstration system has been upgrading natural gas at Tom Brown Inc.'s Hamilton Creek natural gas production facility in Colorado (Fig. 2).
The gas, which contains 15-18% nitrogen at the wellhead, is reduced to 3-5% nitrogen in order to meet local pipeline specifications.
The product purity can be set by the operator. After upgrading, the gas enters a local pipeline.
The feed source is from several wells and varies with the wells in operation. To handle these variations, the unit cycle time or feed rate is slightly adjusted.
The flow rate and feed-product purities can be used to adjust operating parameters to maintain product inert specifications while maximizing production rates.
The unit at Hamilton Creek includes an up-front, three-bed, heavy hydrocarbon-recovery system that adsorbs the small quantity of C4 + in the feed.
The operator purges the unit with product methane from the nitrogen-rejection section that reintroduces the C4 + back into the methane product, recovering the heating value of the heavy components. In most lean feeds, such a heavy hydrocarbon recovery system is not required or is not economical.
The main Molecular Gate system is a nine-bed cycle. Peripheral equipment includes a vacuum blower, recycle compressor to maximize recovery rate, electric heater, and nitrogen cooling recirculation equipment. All the equipment for this system is mounted on a single skid measuring 8 by 25 ft. An adjacent trailer houses the control system for the operation.
The pumper responsible for overseeing the wells at Hamilton Creek also is responsible for the operation and start-up of the Molecular Gate system. During his normal daily visit to the wells, he reviews a checklist on the operation of the system, which generally takes less than 1 hr. This daily visit is all that is needed for normal operation.
The Hamilton Creek unit also has equipment for remote monitoring and operation of the Molecular Gate system. A remote CRT can be linked via modem to the control system and transmit the same information to the operator's office that is available at the site.
Design, operation
All Molecular Gate systems are custom designed and shop fabricated. Appropriate feed sources for nitrogen-rejection applications include wellhead gas, natural gas after NGL recovery, associated gas, blowdown gas from expired oil wells, and coal-seam gas.
Skid-mounting as many components as possible reduces installation costs, and typically results in installation costs of less than 10% of the equipment costs.
Operating costs are low because the system can run unattended, a major advantage over traditional methods of nitrogen removal that require a high degree of operator attention. The system can automatically adjust to changes in the feed rate and to be highly flexible for a range of nitrogen concentrations in the feed.
Although the separation of nitrogen and methane for natural gas is the most advanced application of Molecular Gate technology, the range of possible separations is substantial.
Other potential applications include H2S enrichment (CO2 at 3.4 Å from H2S at 3.6 Å) and air separation.
The Author

Michael Mitariten is business manager for Engelhard Corp.'s Molecular Gate technology. He has 20 years of experience in light-gas separations with adsorption and membrane technology and amine-based acid gas removal systems. His past experience includes responsibilities for process engineering and research and development management in these areas for two other companies. Mitariten holds a degree in chemical engineering from Manhattan College, NY. He is a professional engineer in New York.