Burlington drills ultradeep Wyoming well
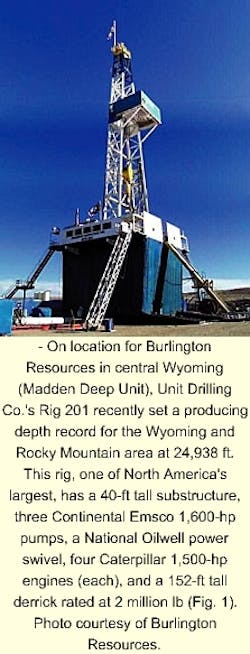
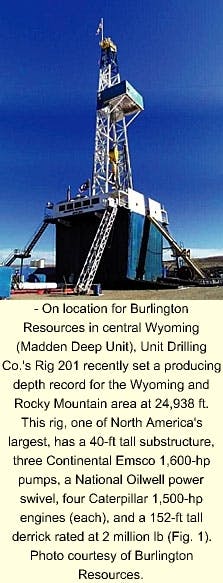
Through an innovative well-construction design, Burlington Resources Oil & Gas Co. drilled the Bighorn (BH) 5-6 to a Wyoming producing depth record of 24,938 ft (25,200 ft TD) in the Madden Deep Unit (MDU) of the Wind River basin (Fig. 1).
In the process, the company drilled the well 155 days faster (34%) than the previous fastest Bighorn well while saving $10 million over the prior well.
The BH 5-6 also achieved a record time to TD for all US Rocky Mountain ultradeep wells and is only the fourth MDU well to successfully penetrate the Madison reservoir in the Madden Unit. As of early November, production for this well was 43 MMcfd. Reserves for Bighorn wells are expected to be 300-450 bcf/well.
An opportunity
Burlington assumed operatorship of the MDU through a merger between Louisiana Land & Exploration Co. (LL&E) and Burlington in 1997. The MDU is located in the northeastern portion of the Wind River basin in Fremont and Natrona Counties of central Wyoming.
With the merger came the opportunity to develop the shallower (5,000-14,000 ft) sands of the Lower Fort Union and Lance formations and the intermediate depth sands of the Mesa Verde and Cody sections (14,000-18,000 ft). Additionally, Burlington also saw the opportunity to develop the world-class reserves in the ultradeep (24,000-26,000 ft) Mississipian Madison formation.
The cost of previous Madison Bighorn wells dictated a need to streamline operations and improve project development economics. As a result, team members identified opportunities and revised the drilling program through extensive review of previous deep Madison and shallower wells (6,000-20,000 ft).
Historical review
Monsanto discovered the Madison structure in the early 1980s with the BH 1-5. In the late 1980s, BHP further delineated the structure with the BH 2-3. An attempt to drill the BH 3-36 by LL&E in the early 1990s ended with a blowout while trying to repair a leaking liner top in the Frontier formation. LL&E subsequently drilled the BH 4-36 replacement well in the mid-1990s.
The drilling learning curve has been expensive. Drilling time to TD for the successful BH 1-5, BH 2-3, and BH 4-36 wells required 655, 455, and 496 days, respectively. Contributing factors for the extended drilling times include:
- Large hole sizes.
- Slow penetration rates from the Lance (11,000 ft) to TD.
- Well-control and lost-circulation problems due to fractures and depleted sections.
- Prolonged times due to difficulties running long and heavy casing strings.
- Nondrilling time due to cement problems-typically in the liner section of the Frontier formation.
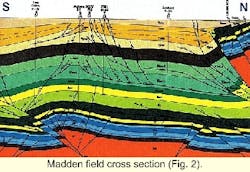
The Madden structure is an east-west trending anticlinal feature that is about 20 miles long and 8 miles wide (Fig. 2). Hydrocarbon production was first established from the Shotgun sands in 1958 at 3,500 ft (Fig. 3). In the late 1960s and 1970s, production was established in the Lower Fort Union (6,000-8,000 ft) and Lance formations (10,000-14,000 ft).

In 1974, Cody production was established at 17,100 ft and developed throughout the 1980s. Formations deeper than the Cody (>20,000 ft) were first evaluated on the BH 1-5. This well spudded in October 1983 and successfully reached a TD of 24,877 ft in the Madison formation in July 1985.
The well tested 20 MMcfd of natural gas with 12% H2S and 20% CO2. To handle this extremely sour gas, the operator shut in the well to wait on construction of a gas plant. Subsequently, the BH 2-3 (24,250 ft) and 4-36 (24,600 ft) further delineated the Madison and confirmed commercial quantities of gas.
Altogether, perforations for these wells occur across 400 ft of gross pay in interbedded limestones and dolomitic limestones. Stimulation includes treatment with acetic and formic acid. Bottomhole pressures are slightly above 10,400 psi (8.3 ppge).
Design considerations
The following items include design considerations for drilling a Madison well in the MDU:
- Large hole sizes required to reach objective at 25,000 ft.
- Potential for deviation in the top 10,000 ft of hole.
- Tight clearance between casing OD and hole diameter.
- Long and heavy large diameter casing strings.
- Cretaceous formations to 22,000 ft with extremely water-sensitive shales.
- Gas productive zones from 3,000 to 25,000 ft.
- At least five pressure transition zones.
- Pressure-depleted sections.
- Overpressured or naturally fractured formations that have been depleted.
- Abnormal pressure from 3,000 ft to the top of the Phosphoria (24,000 ft) formation.
- Bottomhole temperatures of 430° F.
- Extremely sour Madison gas-68% CH4, 12% H2S, and 20% CO2.
Philosophy
Three main design philosophies for the BH 5-6 consist of:
- Drilling as large a hole as possible through the abnormally pressured Frontier formation.
- Utilizing standard size bits.
- Eliminating liners where possible-particularly across the Frontier.
First, the redesign of the BH wells incorporates a 9 1/2-in. hole through the Frontier (20,000-23,000 ft), even though the well profile is slimmer (Fig. 4). Previous Madison wells drilled an 8 1/2-in. hole section through the Frontier and cased with a 7 3/4-in. flush joint liner set at about 22,500 ft.
The combination of depth, mud weight, high temperature (400° F. static), and annular clearance (3/8 in./side) made cementing the 73/4-in. liner difficult. The cementing results for this liner ranged from several liner top squeezes with varying degrees of success to a contributing factor in the blowout on the BH 3-36.
Second, previous wells required 181/4-in. drill bits that had to be prebuilt and limited bit selection, resulting in less than optimum performance from 7,000 ft to 14,800 ft. This limitation drove the requirement for standard size bits.
Finally, the elimination of liners, especially across the Frontier, forms the third main objective. Due to significant problems on all previous Bighorn wells, eliminating the Frontier liner became a priority and the redesign includes running 23,700 ft of 103/4 by 73/4-in. casing to replace the liner and tie-back string.
After Burlington assumed operatorship of the MDU, the company began to redesign the well construction strategies for the Madison formation based on a review of geology, formation pressure profiles, offset well designs, and operational problems.
The objective was to reduce prior well costs by 30%. This included money for the corrosion resistant alloy (CRA) trees and tubing string required for the extremely sour gas and flowing wellhead temperatures of 320° F.
Casing elimination
After identifying new methods and technologies, Burlington tested the viability of these opportunities on a shallow Lance drilling program. For example, Madden wells deeper than 9,000 ft typically involved setting an intermediate casing string at 6,000-7,000 ft to cover the water-sensitive Waltman Shale (3,000-5,000 ft) and to isolate the Lower Fort Union to Lance pressure transition zone (higher-to-lower mud weight).
Review of regional geology, pore pressures, and previous wells indicated this string could be eliminated by use of invert oil-base mud (OBM). Although previous Bighorn wells had been drilled with OBM, a 20-in., 147-ppf, L80 casing string had been set at 7,000 ft due to hole-stability concerns.
To test the concept, the intermediate string was eliminated from the Lance drilling program that drilled an 83/4-in. hole to 13,000 ft in 40 days. The concept proved successful on the Lance wells.
Bypassing the intermediate string on the Bighorn wells allowed a 26-in. surface hole with 20-in. casing instead of a 36-in. hole with 30-in. casing. In addition, a 171/2-in. hole-vs. 26 in. to 7,000 ft and 181/4-in. to 14,800 ft-could then be drilled. However, uncertainty of maintaining hole stability for 100 days in this large hole remained.
Based on the success of the Lance program, the BH 5-6 would save about $1 million by eliminating the 7,000-ft, 20-in. intermediate casing string and the more standard 171/2-in. hole.
Another opportunity for reconfiguring the well design included drilling both Mesa Verde (14,800-17,000 ft) and Cody (17,000-20,700 ft) sections together. The Cody section includes the prolific Shannon sands (17,500-18,000 ft), which have produced over 300 bcf.
Originally, the Mesa Verde section required 13-14 ppge mud weights while the Shannon section required 13.5-15.5 ppge. The Shannon sands have been depleted to 10 ppge or less in some areas of the field. Reservoir analysis of BH 5-6 offset wells, however, showed that the Shannon sands were tight and not drained.
Due to the lack of permeability and drainage on offset wells, the Mesa Verde and Cody sections could now be cased with a single 103/4-in. liner in a 121/4-in. hole instead of a 14-in. hole with a 113/4-in. Mesa Verde liner and a 105/8-in. hole with a 97/8-in. Cody liner.
In addition, since a 14-in. hole was not required for the Mesa Verde, the intermediate casing could now be downsized from 16-in. casing in a 181/4-in. hole to a 14-in. casing string in a more conventional 171/2-in. hole. The net effect produced a significant reduction in hole volumes, OBM cuttings, amount of steel (14-in. casing vs. 16 in.), and faster drilling rates for savings of $1-1.5 million.
Tubular design
Casing designs incorporate API and proprietary sizes and grades to accommodate mechanical properties and chemistry requirements. Strict chemistry, manufacturing, and threading quality-control procedures were developed and monitored throughout the manufacturing process. Additionally, because the manufacturing process required a 6-month lead time, the well-construction strategy incorporated flexibility to use the production casing as a contingency string.
On previous designs, a 16-in. intermediate casing was set at 14,800 ft, an 113/4-in. liner run across the Mesa Verde, and a 97/8-in. liner run across the Cody to 20,700 ft. A tieback string was then run from the top of the Cody liner to surface to cover the 16-in. casing string and achieve the burst integrity required to drill the Frontier. This previous design does not require the 16-in. casing to be designed for a Frontier kick.
The redesign of the BH 5-6 well dictated exposure of the 14-in. intermediate casing while drilling the abnormally pressured Frontier section. This meant that the 14-in. casing had to withstand a Frontier kick with potential wear while drilling the Mesa Verde, Cody, and Frontier sections (140 days of drilling).
A recent Frontier blowout in a nearby field and the blowout on the BH 3-36 increased the sensitivity of the team's concern towards the 14-in. casing design. In addition to the burst requirement, standard-size bits were required to drill the Mesa Verde and Cody sections and it became necessary to impose a drift requirement of 121/4 in.
The final design consisted of a proprietary 141/16-in. OD (14-in. nominal), 117 and 114-ppf casing string with swaged box x-pin connections and Q125 and P110 grades. To fulfill burst requirements, design parameters specified a 90% nominal wall thickness, enhanced metallurgical properties, and a 141/16-in. OD to accommodate a 121/4-in. bit drift.
The end result is an intermediate string with improved mechanical properties that weighs 460,000 lb less than the previously used 16-in. casing at a cost savings of $250,000.
In addition to the nonstandard size 141/16-in. casing, the 103/4-in. liner was manufactured with a 107/8-in. OD. The well design required this atypical size because of the 91/2-in. drift requirement and because the liner had to double as part of a contingency production string.
If wear should occur on the 141/16-in. casing while drilling the Mesa Verde and Cody formations, it would become necessary to run the 103/4-in. casing and liner string combination to 20,700 ft prior to drilling the Frontier. This 103/4-in. string would provide the burst integrity necessary to handle Frontier kicks.
The 23,700-ft, 103/4 x 73/4-in. production casing string is designed to case the Frontier with a full string. Additionally, because of the sour Madison gas, the casing has to maintain metallurgical properties consistent with the National Association of Corrosion Engineers (NACE) MR01-75 guidelines in case of a tubing leak.
The 10 3/4-in. section of this string also had to be designed as part of the production contingency string in case of wear on the 141/16-in. casing.
The design requirements of the contingency string dictated mechanical properties for the 103/4-in. section due to the high tensile loads of a 20,700-ft long, 103/4-in. string. The chemistry is dictated by the sour-gas production that limits minimum yield strengths to less than 100,000 psi. The end result was a string of 103/4-in., 97.1 and 79.2-ppf, T-95 and P110 tubulars crossed over to a string of 73/4-in., 46.1-ppf, P110 and Q125 casing.
Previous Bighorn wells used a CRA Hastelloy C276 for the production liners and tubing string to withstand the potential for sulfide and chloride stress cracking.
The basis for this metallurgy included C-ring and autoclave tests conducted in an environment that simulated the Madison production stream with 12% H2S, 20% CO2, and 100,000-ppm chlorides (water phase).
Additional reviews of the salinity of the Madison water showed that throughout Wyoming, Madison water was relatively fresh (< 10,000-ppm chloride). Autoclave and C-ring tests with the lower (10,000 ppm) chlorides in the test environment showed that lower CRA grades could be used due to the lower potential for chloride stress cracking. The revised criteria specifies Hastelloy G-50.
A 5-in. production CRA liner is normally run across the Madison and a string of 4 by 4 1/2-in. tubing is stung into a polished bore receptacle (PBR) run on top of the liner. A tapered 5 by 4-in. production liner was run on the BH 5-6. A PBR run on top of the liner accepts a tubing seal assembly run on the 4 by 4 1/2-in. CRA tubing.
The end result is a monobore completion with full internal diameter clearance through the 4-in. tubing seal assembly and 4-in. liner. This design allows bridge plugs to be run into the 4-in. liner without pulling the tubing string. This feature will pay dividends if a set of perforations produces water and requires isolation.
Drilling optimization
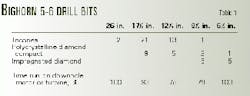
Burlington established various drilling optimization parameters in the planning of the BH 5-6. For example, extensive rock strength analysis, and to a lesser extent, previous bit records were used to optimize bit selection and bit design. Drillers primarily employed fixed cutter bits (60% of the well) on the BH 5-6, representing a departure from previous wells (Table 1).
Additionally, extensive use of mud motors and turbines helped reduce wear on the drillstring and casing while providing improved penetration rates.
In the upper 17 1/2 and 12 1/4-in. hole sections, PDC bits and mud motors also improved penetration rates. In the lower 91/2 and 61/2-in. hole sections, turbines and diamond-impregnated bits matched tricone penetration rates observed on previous wells.
Because extended impregnated bit runs reduced the number of trips below 20,000 ft, however, drilling costs were lower. For example, a 91/2-in. diamond impregnated bit run on a turbine recently drilled for a record of 1,737 ft in 678 hr on the BH 6-27. This program reduced bit consumption from 107 bits on the BH 4-36 to 70 bits on the BH 5-6.
An invert diesel OBM was used to drill the entire well except for the surface hole. This drilling fluid maintained hole stability in extremely water-sensitive shales (to 24,000 ft) and handled high bottomhole temperatures (>435° F. at TD) and CO2 contamination from 10,000 ft to TD. Of particular note, the OBM maintained hole stability in the 171/2-in. hole section for 100 days with an average washout of only 0.5 in.
Stabberless casing
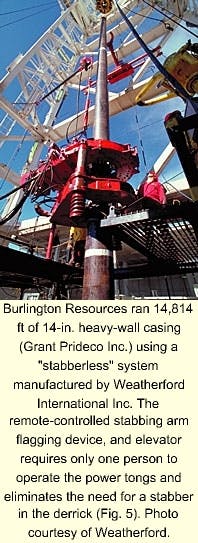
The BH 5-6 was the first onshore well to utilize a limited mechanization casing running package. A remote-controlled stabbing arm, flagging device, single joint elevator, and an interlocking system with a remotely controlled elevator and spider eliminated the need for a stabber in the derrick (Fig. 5).
In essence, the "stabberless" system reduced human fatigue, improved safety, and reduced running times. Elimination of the manual stabbing process became especially important because of the size, weight, and length of the casing strings.
Although a learning curve was required on the first well, running times for the 14-in. casing fell by 33% on the second well. Additionally, no accidents have occurred after running 94,800 ft of casing on the BH 5-6 and BH 6-27.
Reverse circulation
An effective method of cementing the 23,700-ft casing string had to be developed. This string included 9,700 ft of 73/4-in. casing and 14,000 ft of 103/4-in. casing. Well-control issues and extremely sour gas production required that all casing strings be cemented to surface.
A conventional one-stage job was considered but quickly ruled out due to the retarder loading that would be required to pump the cement to 23,700 ft (at 410° F.) then back to surface. Additionally, wiping the tapered casing string would be difficult. A two-stage job was considered but eliminated as well due to tight clearances between the casing strings that restrict stage tool design.
Ultimately, a reverse-circulation procedure was proposed, and for this particular well design, very applicable (OGJ, Apr. 17, 2000, p. 58). Because the well was cased to 20,700 ft, the Frontier (20,700-23,700 ft) was the only open hole section exposed to the reverse circulating pressures. The Frontier is also tight with fracture gradients of 0.9 psi/ft, which further increased the confidence of execution.
Additionally, this technique does not require long placement times that otherwise require high amounts of retarder to inhibit cement gellation. The amount of retarder can be reduced and even tailored for the temperature gradient in the well as the cement does not have to be subjected to high bottomhole temperatures and then set up in much lower temperatures.
In order to reverse circulate the cement in place, the casing has to be open ended to allow returns up casing. Running the casing open-ended, however, increases risk to the operation in case the well kicks while running. If the well encountered significant gas in the Frontier, this option would be precluded.
In case of high gas potential, a special shoe that allows the insert valve to be pumped out by dropping a ball was designed as a contingency procedure.
By pumping the valve out of the shoe, after landing the casing string, the reverse-circulation procedure can then be executed. Fortunately, because very little gas was encountered in the Frontier section, the casing was run open-ended with a guide shoe on bottom.
A variety of operational problems associated with running the casing open ended need to be resolved. For example, OB M overflow as the casing is run had to be controlled by pumping weighted OBM slugs.
Cement integrity was addressed by running a series of fixed spiral blade centralizers at the following positions:
- Every 1,500 ft from surface.
- At the 103/4-in. liner top and 103/4-in. shoe.
- Above and below the Frontier sands.
- At the 73/4-in. casing shoe.
An hydraulics program, which modeled equivalent circulating densities during reverse circulation, predicted circulation pressures of 1,400-1,500 psi. Final circulation pressures were in the 1,500-1,600-psi range.
The casing was landed with a mandrel hanger and packed off. Cement was pumped through the B section valves below the mandrel hanger and mud returns were taken up the casing and through a cementing choke. One barrel of OBM was pumped as displacement.
Cement mixed to a density slightly greater than the mud resulted in very manageable returns up the casing. Returns were monitored so that for every barrel of cement pumped, a barrel of displacement was taken to the pits. Final displacement efficiency was 95%. The cement job was planned for 1,500 ft of cement to be reversed into the 73/4-in. casing string. Cement was tagged 2,200 ft above the 73/4-in. casing shoe and drilled out with a polycrystalline diamond compact bit at 90 fph.
Crews tested the shoe to 18 ppge, and the mud weight was lowered from 14.5 ppg to 10 ppg to drill the 61/2-in. hole section through the Madison. Cementing the 23,700 ft string of casing in less than 3 hr, including displacement, formed one of the unique elements of the job.
Acknowledgment
The author thanks Burlington management for its support in publishing this article. The author and Burlington Resources acknowledge the contributions made by, but not limited to, Unit Drilling Co., Grant Prideco Inc., Weatherford International Inc., Halliburton, Baroid, Smith International, Contract Data Service, Davis Lynch, MetCorr, Haynes, Hughes Christensen, and Reed Hycalog. Additionally, the author wishes to thank Tom Bierig, Bobby Thomas, Clayton Wood, and Larry Ogren for their contributions to this article.
The author

Robert Soza is a drilling engineer with Burlington Resources. For the last 3 years he has been involved in drilling wells in the Anadarko, Permian, and Wind River basins. He holds a BSCE from the University of Texas in El Paso.