Athabasca oilsands produce quality diesel and jet fuels

A study by Syncrude Canada Ltd.'s Edmonton Research Center revealed that when appropriate processes and distillation boiling ranges are selected, Athabasca oilsands bitumen can produce diesel and jet fuels that meet stringent environmental regulations.
The research center evaluated narrow fractions of light gas oils (LGOs), obtained from various upgrading processes of Athabasca oilsands bitumen. The study investigated the relationships among the boiling range, smoke point, cetane number (CN), and other properties such as aromatics, aniline point, and sulfur and nitrogen content.
The study also evaluated blending rules of CN. Earlier equations to predict CN apply to full boiling range bitumen-derived diesel fuel but not to the narrow fractions. It developed new correlations to predict CN and smoke point as a function of density, boiling ranges by simulated distillation, and mono- and total aromatics by supercritical fluid chromatography (SFC). The correlations are used for process development and product-marketing studies.
Oilsands industry
As Canada's oilsands industry expands in the 21st century, more synthetic crude oil (SCO) from bitumen will become available on the crude oil market.1
The SCO market share could be limited, however, because of certain SCO properties, particularly its low diesel fuel CN and low jet fuel smoke point. Its heavy gas oil (HGO) is less desirable than conventional crude-based gas oils as a fluid catalytic cracking (FCC) feed.
In the early 1990s, Syncrude's Edmonton Research Center evaluated hydrotreated coker HGOs under various conditions as FCC feeds using a microactivity test unit.2 In the late 1990s, the research center evaluated HGOs from oilsands bitumen in a riser FCC pilot plant.3 The studies concluded that Athabasca oilsands bitumen could produce quality FCC feeds when appropriate processes were chosen.
SCO quality

Table 1 summarizes Canadian diesel and jet fuel specifications. The diesel and jet fuels from current oilsands-bitumen-derived SCO meet or exceed most specifications. Exceptions are diesel fuel CN (about 33 vs. 40 min specification) and jet-fuel smoke point (about 15 mm vs. 18 mm with 3 vol % of naphthalenes specification).
The refiners who use SCO have maintained specifications by blending middle distillates from conventional crude oils that have higher CN and smoke point. As the volume of SCO increases, however, the blending becomes limited. Furthermore, future diesel specifications will likely require a higher CN (from 40 to 45 or 50), lower aromatics content (from 30 to 15 %), and lower sulfur content (from 500 to 50 or 15 ppm).4
Syncrude has actively engaged in research to improve the quality of middle distillates. Research conducted in the mid-1980s and mid-1990s5-9 produced several key findings:
- There is a direct relationship between aromatics saturation of LGO and CN.
- Aromatics saturation can be expressed by reversible first-order kinetics.
- Maximum aromatics saturation over NiMo catalyst can be achieved at about 380° C. reactor temperature at typical feed rates and pressures.
- The extent of aromatics saturation in first-stage hydrotreating over NiMo catalyst is limited.
- ASTM cetane index correlations (D975 and D4737) offer about 6 CN higher than actual CN when applied to the oilsands-bitumen-derived LGO.
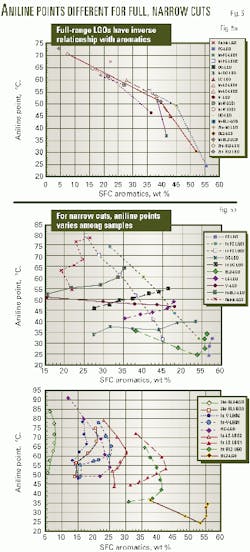
The research center thus developed a new CN correlation in 1991 for bitumen-derived LGOs using density, mid-boiling point by simulated distillation, and aniline point.7 Aniline point is an indirect measurement of aromatics; it has an inverse relationship with aromatics. The CN correlation has been successfully used for marketing, development, and expansion studies.
Syncrude has since accumulated more data, such as those from secondary hydrogenation pilot plant tests over noble metal10 11 and NiW catalysts, to substantially improve CN and smoke point correlations. An SFC technique has also been extensively applied to identify mono-, di-, and polyaromatics.
While the earlier CN correlation has been successfully used, it would nevertheless be logical to develop a new correlation including SFC aromatics data, instead of aniline point, and a range of boiling points. Correlation to predict smoke point is not available, although it is needed.
Today, Syncrude is applying the results of this study to an ongoing staged upgrading expansion project aimed at increasing the volume of SSB (Syncrude Sweet Blend, the product name of Syncrude's SCO) and improving the quality of diesel and jet fuel fractions in SSB.
Evaluated LGOs
Table 2 lists the 20 LGOs evaluated in this project. It also summarizes the properties of these LGOs. The research center prepared the Rainb-LGO by distilling mixed Rainbow and Zama crudes (typical Alberta light crudes) to remove the 177-343° C. fraction in the 15/5 distillation unit (ASTM D2892). It was used as a reference. The other samples are Athabasca-bitumen-derived LGOs from various upgrading processes.
Click here to view LGO Properties
This survey is in PDF format and will open in a new window
The fluid coker LGO (FC-LGO) was a result of distilling combined LGO and HGO from Syncrude's fluid coker to remove the fraction between the initial boiling point (IBP) and 343° C. The ht-FC-LGO1 and ht-FC-LGO2 were the products obtained by hydrotreating FC-LGO in the pilot plant unit at 340° C. and 370° C., respectively, at a typical feed rate and reactor pressure.
The delayed coker LGO (DC-LGO) came from Suncor Energy's delayed coker. The research center prepared it by blending the feeds to Suncor's kerosine and gas oil hydrotreaters and distilling the blended feeds to remove the IBP-343° C. fraction in the 15/5 distillation unit. The hydrotreated DC-LGO (ht-DC-LGO) was prepared in a similar way by blending and distilling the products from the Suncor hydrotreaters.
Syncrude prepared the LC-LGO by blending the LGO and HGO products from Syncrude's LC-Fining hydrocracker fractionator and isolating the IBP-343° C. fraction.
The virgin LGO (V-LGO) was prepared by distilling whole bitumen to take off the IBP-343° C. fraction. The whole bitumen is the result of blending virgin LGO and topped bitumen from Syncrude's diluent recovery unit (DRU).
The ht-LC-LGO1 and ht-LC-LGO2, and ht-V-LGO1 and ht-V-LGO2 were the results of hydrotreating LC-LGO and V- LGO at 340° C. and 370° C., respectively, at a typical feed rate and pressure.
The HC-LGO was prepared by blending light and heavy distillates from the hydrocracker at Petro-Canada's Edmonton refinery when it processed the HGO from 100% SSB.
The ht-BL1-LGO is the product from Syncrude's commercial LGO hydrotreater. The feed (Blend 1 LGO or BL1-LGO) is the blend of virgin LGO from the DRU and LC-Finer LGO. The product contained 19 wt % of 343+° C. materials that were removed as bottoms in the 15/5 distillation unit.
The 2ht-BL1-LGO is a result of further hydrotreating the ht-BL1-LGO in the pilot plant under typical conditions before removing the 343+° C. materials. The TLP (total liquid product) contained 15 wt % of 343+° C. materials that were removed.
The Blend 2 LGO (BL2-LGO) was prepared by blending 70 vol % of fluid coker LGO, 20 vol % LC-Finer LGO, and 10 vol % of vacuum LGO that was produced by further vacuum-distilling the topped bitumen from the DRU. The feed contained 47 wt % of 343+° C. materials that were removed.
The ht-BL2-LGO was prepared by distilling the TLP from the first-stage hydrotreating BL2-LGO in the pilot plant over NiMo catalyst under typical conditions before removing the 343+° C. materials. The TLP contained 1.2 wt % of 177° C. or less and 31 wt % of 343+° C. materials that were removed.
The 2ht-BL2-LGO is a result of further hydrogenating the TLP of ht-BL2-LGO over NiW catalyst under typical conditions before removing the 343+° C. materials. The TLP contained 12 wt % of 177° C. or less and 18 wt % of 343+° C. materials that were removed.
The 2ht-BL3-LGOj and 2ht-BL3-LGO are the jet fuel (140-270° C.) and diesel fuel (177-343° C.) fractions from the TLP of second-stage hydrogenation over noble metal catalyst in the pilot plant.
The Blend 3 LGO (BL3-LGO) was prepared by blending 44 vol % of Syncrude's coker LGO, 25 vol % LC-Finer LGO, and 31 vol % of virgin LGO.
Distillation
The research center distilled all LGOs except the last two (2ht-BL3-LGOj and 2ht-BL3-LGO) into six or seven fractions in the 15/5 distillation unit.
Narrow cut distillation was performed to produce sufficient and similar volumes of each fraction so that engine CN, smoke point, and other items could be determined. The boiling ranges of each fraction are, therefore, not necessarily the same. All narrow cut samples were characterized in the same way as the full boiling range LGOs.
Plots of ASTM D2887 simulated distillation showed a good fit between full boiling range and narrow cut samples. Thus, the distillation data were of good quality.
Boiling range vs. other properties
To see which distillation cuts fit new diesel and jet fuel specifications, the research center collected data for sulfur, SFC aromatics, cetane number, and smoke points for full boiling range LGOs and narrow cuts as a function of distillation points.
Sulfur. Fig. 1 illustrates sulfur content as a function of mid-boiling point. The data for HC-LGO, 2ht-BL2-LGO, and 2ht-BL3-LGO are not shown because they were less than the detection limit (1 ppm).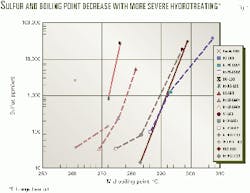
Fig. 1 indicates that in the same oil group, sulfur content and boiling point decrease with higher hydrotreating severity (reactor temperature).
Diesel fuel that meets the future stringent sulfur specification (50 ppm) can be made from the following full boiling range LGOs: HC-LGO, 2ht-BL2-LGO, and 2ht-BL3-LGO that are not shown in the figures; ht-LC-LGO2, ht-V-LGO2, 2ht-BL1-LGO, and ht-BL2-LGO; and some lighter fractions from ht-FC-LGO2, ht-LC-LGO1, ht-V-LGO1, and ht-BL1-LGO.
Meeting the current sulfur specification (500 ppm max) is extended to the following full boiling range LGOs: ht-FC-LGO2, ht-LC-LGO1, ht-V-LGO1, and ht-BL1-LGO.
Untreated LGOs, including Rainb-LGO, do not meet the sulfur specification.
SFC aromatics. Fig. 2 illustrates SFC aromatics as a function of mid-boiling point. For full boiling range LGOs (Fig. 2a), within the same oil group, aromatics content decreases with higher reactor temperature. Higher boiling range shows higher aromatics. For the narrow cuts (Fig. 2b), however, there are three trends as the boiling range increases:- Aromatics content decreases. Hydrotreated coker LGOs (ht-FC-LGO1 and ht-FC-LGO2) follow this trend.
- Aromatics content increases. All other LGOs in Fig. 2b follow this trend.
- Aromatics content increases, reaches the maximum, and then decreases.
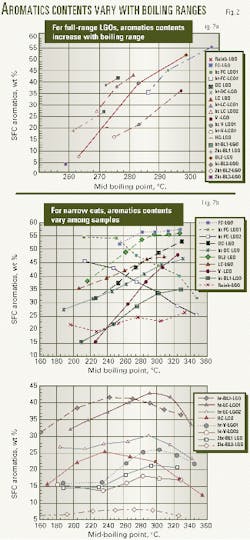
Diesel fuel that meets 30% maximum aromatics can be produced from the following full range boiling LGOs: Rainb-LGO, ht-LC-LGO2, ht-V-LGO1, ht-V-LGO2, HC-LGO, 2ht-BL1-LGO, 2ht-BL2-LGO, 2ht-BL3-LGO, some lighter fractions from ht-BL1-LGO, and some heavier fractions from ht-FC-LGO2.
The 2ht-BL2-LGO and 2ht-BL3-LGO from two-stage hydrogenation give very low aromatics, that is, 4 and 8 wt %, respectively.
Cetane number. As the hydrotreating severity increases, the boiling point decreases and CN increases.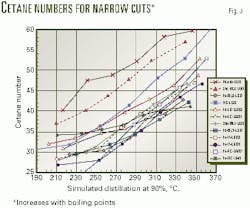
Fig. 3 illustrates the CN of narrow cuts as a function of 90% distillation, reflecting the diesel fuel specification in Table 1, that is, 360° C. maximum by ASTM D86 (or 380° C. maximum by D2887 simulated distillation) at 90% distillation.
The figure includes only Rainb-LGO as a reference and 11 other LGOs that meet the sulfur (500 ppm max) and aromatics (30% max) specifications. The higher boiling range (that is, the heavier materials) gives higher CN for the same oil.
The figure shows that end cuts of all LGOs are less than 380° C., which meets the 90% distillation specification.
Diesel fuel that meets all specifications (500 ppm maximum sulfur, 30% maximum aromatics, 90% distillation, and 40 minimum CN) are from the following full boiling range LGOs: ht-FC-LGO2, ht-LC-LGO2, ht-V-LGO2, HC-LGO, 2ht-BL1-LGO, 2ht-BL2-LGO, and 2BL3-LGO. Heavier cuts from other LGOs in Fig. 3 meet 40 minimum CN but do not meet sulfur and aromatics specifications.
Diesel fuel with 45 minimum CN can be produced from HC-LGO, 2ht-BL2-LGO, and 2BL3-LGO.
Only ht-FC-LGO2 and 9 other LGOs met the minimum 18-mm smoke point. Unlike the CN, lower boiling point gives higher smoke point.
Jet fuel that meets all specifications (0.3 wt % maximum sulfur, 25 % maximum aromatics, 10% distillation, and 18 mm minimum smoke point) can be produced by distilling appropriately from the following LGOs: Rainb-LGO, ht-V-LGO1, ht-V-LGO2, HC-LGO, 2ht-BL1-LGO, 2ht-BL2-LGO, and 2ht-BL3-LGOj.
The front end of ht-DC-LGO and ht-LC-LGO2 meets the smoke point specification but does not meet the aromatics specification.
Jet fuel with 25 mm minimum smoke point can be produced from two-stage hydrogenation (2ht-BL2-LGO and 2ht-BL3-LGOj).
SFC aromatics vs. other properties
To further observe distillation cuts for new diesel and jet fuel specifications, the research center analyzed cetane number, smoke point, and aniline point as a function of aromatics.
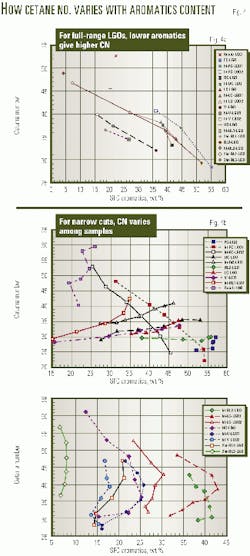
Fig. 4b shows that most narrow fractions do not follow this trend, however. Exceptions are hydrotreated fluid coker LGOs (ht-FC-LGO1 and ht-FC-LGO2). Like the relationship between boiling range and aromatics (Fig. 2b), three types of trend are noticed for the narrow cuts:
- CN decreases as aromatics increase in only hydrotreated fluid coker LGOs (Fig. 4b).
- CN increases as aromatics increase in the rest of the LGOs in Fig. 4b.
- CN increases, whereas aromatics increase and decrease while the boiling range increases (Fig. 4b).
These trends suggest that aromatics content alone cannot explain the CN of narrow fractions.
Blending rules for CN
Blended CN of 18 LGOs was obtained using measured CN of narrow fractions and fractional yields by weight and by volume, respectively. Measured CN values correlate well with calculated values on a weight basis. Likewise, the difference between calculated CNs based on weight and volume fraction is 0-0.2, which is insignificant.
The results indicate that blended CN can be obtained on the basis of either weight or volume.
Predicting CN, smoke point
ASTM cetane index correlations (D975 and D4737) have a large bias (typically 6 CN higher than actual) when they are applied to bitumen-derived diesel fuels. Syncrude's research center therefore developed a correlation to predict density, mid-boiling point, and aniline point in 1991,7 shown as Equation 1 in the accompanying box.
Equation 1 has been successfully applied to the SCO marketing studies and expansion projects.
The research center developed new correlations to predict CN (Equation 2) and smoke point (Equation 3) using density, a range of boiling points by simulated distillation, and mono- and total aromatics determined by SFC. These correlations apply to bitumen-derived middle distillates that have a wide range of boiling points.
The research center developed these new correlations employing forward and backward stepwise regression techniques in a commercial software package.12

The data sets are those obtained in the present study and in separate studies for two-stage hydrogenation with several Syncrude's LGO blends over novel metal catalyst10 11 and NiW catalyst. The total numbers of data sets are 180 for cetane number and 170 for smoke point.

Although not shown in this article, both Equations 1 and 2 apply well to the full-cut distillations. The earlier correlation (Equation 1) applies well to the full boiling range diesel fuel, but not to the narrow fractions (Fig. 6a). The new correlation (Equation 2) applies to both full boiling range (not shown) and narrow cut diesel fuels (Fig. 6b).
The fit of smoke point correlation (Equation 3) is similar to that for Fig. 6b.
The new correlations should be useful for process development, SCO marketing studies, and monitoring the quality of middle distillate hydrotreaters products.
Acknowledgments
This study was partially funded by the Alberta Energy Research Institute (formerly AOSTRA). The author thanks Petro-Canada and Suncor Energy for providing the samples, Art Lemke and Sherry Noyes at Syncrude Research for performing pilot plant tests and narrow cut distillations, Jean Cooley and Brenda Crickmore for coordinating sample analyses, and Syncrude Canada Ltd. for its permission to publish.
References
- Newell, E.P., "Canada's oilsands industry comes of age," OGJ, June 28, 1999, p. 44.
- Yui, S., and Ng, S., "Hydrotreating of a Bitumen-Derived Coker HGO and Evaluation of Hydrotreated HGOs as Potential FCC Feeds using Microactivity Test Unit," Energy and Fuels, Vol. 9, 1995, pp. 665-672.
- Yui, S., Matsumoto, N., and Sasaki, Y., "Athabasca oil sands produce quality FCC feeds," OGJ, Jan. 19, 1998, p. 43.
- EPA Website, www.epa.gov/otaq/diesel.html #hd2007.
- Yui, S., and Sanford, E., "Kinetics of Aromatics Hydrogenation and Prediction of Cetane Number of Synthetic Distillates," 1985 Proceedings-Refining Department, Washington, D.C., American Petroleum Institute, 1985, pp. 290-297.
- Yui, S., and Sanford, E., "Diesel and Jet Fuel Production from Athabasca Bitumen, and Cetane Number Correlation," Proceedings: 4th UNITAR/UNDP International Conference on Heavy Crude and Tar Sands, Paper No. 113, vol. 5, Aug. 7-12, 1985.
- Yui, S., and Sanford, E. "Predicting Cetane Number and 13C NMR Aromaticity of Bitumen-Derived Middle Distillates from Density, Aniline Point, and Mid-Boiling Point," AOSTRA Journal of Research, Vol. 7, 1991, pp. 47-53.
- Yui, S., and Sanford, E., "Kinetics of Aromatics Hydrogenation of Bitumen-Derived Gas Oils," Can. J. Chem. Eng., Vol. 69, 1991, pp. 1087-1095.
- Yui, S., "Two-Stage Hydrotreating of a Bitumen-Derived Middle Distillate to Produce Diesel and Jet Fuels, and Kinetics of Aromatics Hydrogenation," Chemical Industries Series #58, (ed. M.C. Oballa and S.S. Shih) Catalytic Hydroprocessing of Petroleum and Distillates, Marcel Dekker, 1994, pp. 135-252.
- Wu, H.H., Reno, M.E., and Brierley, G.R., "Catalyst Selection for High-Quality Distillate Production," 1996 AIChE Spring National Meeting, New Orleans, Paper No. 57c.
- Yui, S., Barthel, R., and Kokayeff, P., "Kinetics of Aromatics Hydrogenation and Hydrocracking of Syncrude Middle Distillate over Noble Metal Catalyst," 1997 AIChE Spring National Meeting, Houston, Paper No. 123e.
- SigmaSat User's Manual, Jandel Scientific Software, San Rafael, Calif., 1994.
The author
Sok Yui is a research associate at the Edmonton Research Centre of Syncrude Canada Ltd. His research involves quality improvement of the products from oil sands bitumen, including hydrotreating, hydrocracking, aromatics hydrogenation, and catalyst evaluation. Prior to joining Syncrude in 1979, he was section head of manufacturing coordination and planning at Mobil Sekiyu and its refining company, Kyokuto Petroleum Industries in Tokyo. Yui holds BS, MS, and DEng degrees from the University of Tokyo, all in chemical engineering.