Trial run of FCCU additive reduces fuel-oil production in heavy feed
In a trial run at the National Petroleum Refiners (Pty.) Ltd. (Natref) refinery, Sasolburg, South Africa, a bottoms-cracking additive reduced the fluid-catalytic cracking unit (FCCU) fuel-oil bottoms yields by about 2.4 wt %, giving the refinery flexibility in dealing with high bottoms-making feeds.
Natref tested Intercat Inc.'s BCA-105 bottoms-cracking additive for 2 months. To ensure that the results of the trial were meaningful, Natref used several methods to analyze the additive performance.
These methods included:
- KBC Advanced Technologies plc's Profimatics FCC-SIMOPT modeling.
- Direct data averaging for selected periods.
- Yield-scatter plots.
- Analysis of unit yield data by Akzo Nobel.
- Regression analysis of unit yield data by Intercat.
- Equilibrium catalyst (Ecat) laboratory testing and FST data.
FCCU catalyst suppliers traditionally suggest increasing the matrix content of the catalyst instead of using an additive to reduce bottoms yields. This approach usually leads to a large increase in coke and gas production, however, and achieves a much smaller reduction in bottoms yield.
FCCU operations
The Natref FCCU underwent a major turnaround that involved changes to its reactor and riser configuration in November 1998 after the BCA-105 trial. Thus, all figures associated with the trial represent operations before the turnaround.
The Natref FCCU is a UOP hybrid side-by-side design with a backmix catalyst cooler. The regeneration mode is partial CO combustion. The unit uses O2 enrichment as required to satisfy the coke-burning requirements. At the time of the trial, a maximum O2 content of 23 vol % was achievable.
The Natref refinery's FCCU runs a heavy feed that deposits extremely high levels of metals on the Ecat. The feed is hydrotreated residue and gas oils with a combined Conradson carbon residue of 4-6 wt %.
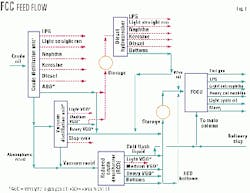
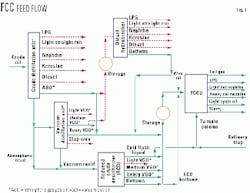
Most of the FCCU feed comes from the reduced crude desulfurizer (RCD). The remainder is gas oils from the crude distillation unit (CDU) and bottoms from the distillate hydrocracker (DHC). The FCCU also processes a small 5-10 cu m/hr stream of waxy oil. Fig. 1 shows the FCCU-feed flow scheme.
The objective of the FCCU is to maximize unit throughput and unit conversion simultaneously. The unit typically operates in a gasoline mode with a conversion of 68-72 vol %, minimizing the production of light cycle oil (LCO) and slurry.
The performance on the FCCU is largely affected by the performance of the RCD, which depends on the crudes processed in the CDU.
The RCD catalytically hydrogenates contaminants found in the atmospheric residue and vacuum residue. Typical RCD and FCCU feed contaminants are sulfur, nitrogen, nickel, vanadium, asphaltenes, and Conradson carbon.
Large quantities of these contaminants are detrimental to FCCU performance. The degree of contaminant removal on the RCD largely depends on the run length. Typical run-lengths are 6 months.
The catalyst-addition rate on the FCCU varies between 4 and 7.5 tonnes/day, depending on whether the RCD is at start-of-run, middle-of-run, or end-of-run (SOR, MOR, or EOR) conditions. The nickel and vanadium contents on the Ecat typically run at 3,500 ppm and 7,000 ppm, respectively.
Additive trial run
Intercat's BCA-105 is a large pore (>50Å), noncrystalline, nonzeolite, active alumina matrix with sufficient acidity to precrack larger molecules (that is, the BCA-105 additive contains no rare-earth).
Hydrocarbons in the FCCU feed that boil above 450° C. are too large to pass through the 8Å opening of the fresh catalyst zeolite cage. These hydrocarbons must therefore be catalytically precracked on the active matrix of the fresh catalyst.
The accumulation of metal contaminants such as nickel and vanadium, however, destroys the active cracking sites and leads to thermal cracking of the feed. Thermal cracking results in an increase in coke and gas production at the expense of lighter products.
Thermal cracking dehydrogenates high molecular naphthenes to poly-nuclear aromatics, which appear as slurry.
The purpose of BCA-105 is therefore to provide an alternative cracking site for high-molecular-weight hydrocarbons to crack into gasoline and LPG. Thus, the additive improves the selectivity by precracking the high-molecular-weight components. This is possible as a result of its larger pore size.
Natref's trial run of BCA-105 began on July 21, 1998, and ended on the morning of Sept. 18. It consisted of three phases:
- Base load of 6 wt % BCA-105 for 2 weeks.
- Base load of 9 wt % BCA-105 for 2 weeks.
- Base load of 12 wt % for 21/2 weeks.
Unfortunately, a day after the first portion of the 9 wt % additive base load was added, a leaking thermal relief valve caused the slurry yield to increase by about 3 wt %. The valve on the gas-oil side of the slurry/feed preheater had leaked into the slurry circuit. There are therefore no representative data to evaluate the effect of the 9 wt % BCA-105 concentration level.
Once the reason for the high slurry yield had been ascertained, on Aug. 25, 1998, Natref began to increase the base loading of the additive to 12 wt %. The last addition of BCA-105 was made on the morning of Sept. 18.
In its evaluation of the additive, Natref ignored the data from Sept. 6-10, 1999, because of several FCCU upsets during this period.
Profimatics modeling
Natref used the FCC-SIMOPT model to determine the yield shift with BCA in the unit. The firm conducted two software test runs: one with BCA on Sept. 1, 1998, and one without BCA on June 30, 1998.
Two base cases were obtained for each of the dates. Each case was then run in predict mode with the same feed qualities, reactor and regenerator conditions, and product cut points. The Profimatics model predicted an extremely small reduction in slurry yield as a result of BCA-105. It became apparent that FCC-SIMOPT could not predict the potential benefits of bottoms cracking additives.
Despite this realization, the model predicted product yields that trended in the correct direction. That is, the model predicted that gasoline would increase by 2.7 wt % and slurry would be reduced by 0.38 wt %.
Direct data averaging
Direct averaging is the averaging of the actual yields and operating conditions for various periods for comparison. Natref chose three periods to evaluate the effect of the BCA-105 trial:
- Base case: July 3-20, 1998.
- 6 wt % BCA: July 29-Aug. 11, 1998.
- 12 wt % BCA: Aug. 30-Sept. 17, 1998.

The analysis does not include the initial base-loading period for each BCA-105 concentration level. The base case has no additive.

Tables 1 and 2 show the feed properties and operating data during the three chosen periods. The data show several relationships:
- A 0.2 wt % increase in delta coke caused an 11° C. increase in regenerator temperature.
- The additive reduced the catalyst-to-oil ratio by 0.4 wt %.
- The additive reduced the hydrogen in coke by 1.8 wt %. Although inaccuracies in the CO2 analyzer make the absolute numbers nonmeaningful, the trend of decreasing hydrogen in coke is important.
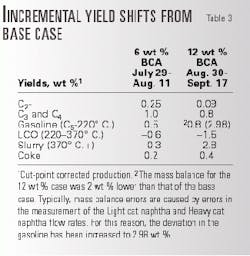
Table 3 shows the incremental yield shifts from the base case. Natref corrected the product yields to correspond with cut points on a D-86 distillation basis because slop and RCD cold flash liquids were processed on the main column during the BCA-105 trial.
Yield-scatter plots

Fig. 2a indicates the improvement in the slurry yield with additive use. The slurry yield from the FCC increases with increasing combined feed Conradson carbon residue (CCR).
The 12 wt % BCA data points are well below the line, indicating that with 12 wt % BCA in the unit, there was less slurry being made at the same feed CCR.
Fig. 2b suggests that the ability of the steam to strip the hydrocarbon from the catalyst improved; that is, the amount of hydrogen in the coke decreased as the additive concentration increased.
As mentioned previously, the accuracy of the hydrogen in coke result depends on the CO2 analyzer. Lower hydrogen content in coke indicates increased product yields from the FCCU reactor.
Yield-scatter plots also showed that conversion improved with additive use. For the same slurry yield, the conversion for the 12 wt % BCA-105 case increased. LCO, therefore, must have upgraded to gasoline and LPG.
Akzo Nobel's analysis
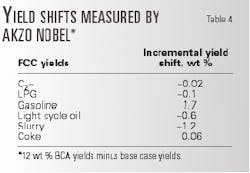
Supplier of FCCU catalyst to Natref at the time of the trial, Akzo Nobel, also evaluated the performance of the BCA-105 trial. The company used its CATOP (Catalyst Optimization) model to evaluate the trial (Table 4).
The model showed no impact generated from the 6 wt % BCA-105 operation. At 12 wt % additive concentration, however, Akzo Nobel estimated a slurry yield decrease of 1.2 wt %. The slurry viscosity also decreased from 33 to 24 cst.
Akzo Nobel ignored the 9 wt % BCA-105 trial because of the slurry/feed pre-heater leak.
It is interesting to note that the CATOP model indicated an increase in delta coke of about 0.05 wt % and a corresponding increase in regenerator dense-bed temperature of 7° C. The increase in regenerator temperature is not good, as it translates into an increase in one of the following variables:
- Catalyst cooler duty.
- CO concentration in regenerator flue gas.
- Carbon on regenerated catalyst (CRC).
Evaluation
Intercat's statistical evaluation compares the actual FCCU performance with BCA-105 with what would have happened had no additive been added.
The company used a statistical engine, called NCSS, to predict yields via significant correlations for each product stream. Any difference between actual and predicted was determined to be a result of BCA-105 addition.
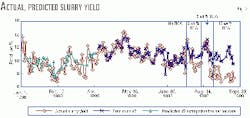
Fig. 3 shows the actual and predicted slurry yield. The correlation was developed by use of data between Apr. 6 and the start of additive additions. When Intercat extrapolated the correlation backwards, the prediction matched well with actual performance, confirming a high degree of confidence for Intercat's statistical methods.
The Intercat yield shifts for the 6 wt % and 9 wt % cases do not completely agree with the analysis listed above. Intercat's analysis of the 6 wt % case suggested a reduction in slurry yield. Intercat likely used too few data points for the 9 wt % concentration.

Fig. 4 compares yield evaluation results from Natref, Akzo Nobel, and Intercat for the 12 wt % case. No changes were observed for gasoline sulfur, light FCC stream RON, or slurry viscosity and density.
Ecat analysis
Akzo Nobel performed a chemical analysis and FST analysis on the Ecat.
The chemical analyses, routinely carried out once a week, monitor the health of the FCC catalyst inventory.
FST is Akzo Nobel's proprietary test method to evaluate the yields from a given sample of catalyst on a specific feed under constant test conditions. It tracks catalyst selectivity shifts over time, providing useful trends.
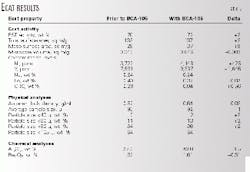
Table 5 indicates the change in the Ecat results after the additive was introduced into the unit inventory.
Addition of BCA-105 contributed to the increase in the meso surface area, because the additive is rich in alumina and contains no zeolite.
The fact that the FST activity remained at 72, despite an increase in vanadium of about 1,650 ppm, indicates that the BCA-105 can tolerate high vanadium levels and probably has a tendency to act as a vanadium trap. Despite the increase in vanadium levels, Natref was able to reduce the fresh catalyst addition rate to minimize catalyst cost and to prevent overcracking during the 12 wt % additive trial.
The CRC on the Ecat increased excessively from the beginning of September because the RCD bottoms quality severely deteriorated. FCC feed qualities worsened towards the end of the trial.
Typical CRC values after the beginning of the BCA-105 trial were 0.1 wt % higher than those before the trial. Akzo Nobel's long FST results identified several metal and yield changes during the trial:
- At constant vanadium levels, the FST activity is 2 wt % higher.
- Although the actual LPG olefinicity on the unit did not change, the olefinicity measured in Akzo Nobel's test did. LPG olefinicity is likely lower because there is no or little hydrogen transfer on the active alumina surface since the non-zeolite surface area acts as a vanadium passivator. That is, the improved activity may be as a result of reduced zeolite destruction.
- Slurry yield is lower by 1 wt %.
- Gasoline yield is higher by 1 wt %.
- LCO yield appears to be unchanged.
- The coke yield is about 1 wt % higher than the average before the trial.
This large increase in the coke factor implies a deterioration in coke selectivity. That is, the catalyst containing BCA appears to be making more coke per unit conversion. This is most likely a result of higher metal levels on the catalyst during this period.
The observations mentioned above might not be seen in a commercial unit because long FST testing is performed after the removal of coke on the Ecat, and FST coke yields are primarily a function of the metals level on the catalyst, which were much higher at this time.
*In studying Ecat, Akzo Nobel also found that the BCA-105 did not appear to have any influence on the Ecat physical analyses. Deviations in the chemical results occurred because BCA-105 contains no Re2O3.
Recommendations, cautions
The option of using BCA-105 in the future has the following positive advantages over that of changing the fresh catalyst properties:
- BCA-105 can be used at SOR, MOR or EOR on the RCD. The trial period indicated that BCA-105 reduces slurry yield at EOR conditions on the RCD, when the slurry yield on the FCCU is known to be low.
This indicates that BCA-105 can be used at any time during the RCD run. It would be beneficial for Natref to add BCA-105 at SOR on the RCD.
- Adding BCA-105 reduces fresh catalyst consumption costs.
- BCA-105 does slightly increase delta coke, resulting in an increase in the regenerator temperature. This may reduce the ability of the unit to handle much heavier feedstocks than that processed during the trial.
Although Natref did not observe it, the reduction in the catalyst-to-oil ratio may reduce product selectivity.
Bibliography
Das, A.K., Bhattacharyya, D., Mandal, S., Rao, M.R., Das S.K., Makhija, S., and Ghosh, S., "Bottom Cracking in FCC with Catalyst and Additive: a Comparison," Indian Oil Corporation Ltd.
Evans, M. and Brown, M., "Commercial Experience with BCA-105 Bottoms Cracking Additive," Intercat.
Krishna, A.S., Hsieh, C.R., English, A.R., Pecoraro, T.A., and Kuehler, C.W., "Additives Improve FCC process," Hydrocarbon Processing, Vol. 70, No. 11, November 1991, pp. 59-66.
Mandal, S., Dixit, J.K., Shah, S.K., Das, A.K., and Ghosh, S., "Bottom-cracking additive improves FCC middle distillate yields," OGJ, Jan. 12, 1998.
Smith, G.A., Santos, G.F., Hunkus, S.F., and Tucker, T.D., "Optimizing FCC Operations and Economics by Exchanging Bottoms for Higher Value Products with BCA-105," 1994 NPRA Annual Meeting, March 1994.
The authors

Alison Nicolin is DHC/H2 process engineer for Natref, South Africa, Sasolburg. She previously, spent 21/2 years as a process engineer on the FCC and 1 year in the planning and scheduling department. Nicolin holds a BSc in chemical engineering from the University of the Witwatersrand, Johannesburg.

Martin Evans is manager of technical services at Intercat, where he has worked since 1993. Previously, he spent 7 years working in catalytic cracking for Esso Petroleum, UK, and before that, 7 years working in the silicon industry. Evans holds a BSc in chemical engineering from the University of Wales, UK.