SPECIAL REPORT: Fieldbus developments improve process control system operations
Now that fieldbus is used in virtually all new refineries, oil and gas companies are looking beyond the older, established products and their problems to more modern fieldbus hardware solutions that promise to make installations even more reliable, productive, and efficient. This article discusses the advantages and problems with new developments in fieldbus.
Ten years ago, the oil and gas industry pioneered fieldbus installations and helped in development and testing of fieldbus hardware and software. Its participation paid off in that fieldbus moved beyond demonstration and “proof of concept” projects to the point where virtually all new operations are based on fieldbus.
During the initial phases of fieldbus, few hardware developments occurred. Vendors were more concerned with ironing out the bugs and making the systems work than they were in pushing fieldbus technology. Users and vendors alike learned to live with the drawbacks and difficulties of fieldbus because the end result of a fieldbus installation had so many benefits.
Typical benefits of projects using fieldbus are faster start-ups, higher sustained operating levels, and fewer unscheduled outages. Additionally, planned outages are rarer and take less time.
Most of these benefits result from effective use of the information available from the intelligent fieldbus devices and systems. Fieldbus technology also provides the ability to put control in the field and to run unattended operations, such as oil platforms. Some fieldbus-based oil platforms connect to a land-based central control system via wireless and run completely unattended for weeks at a time.
Fieldbus also eliminates the need to adjust, tune, and calibrate instruments in the field. Instead, maintenance personnel can perform instrument calibrations and diagnostics from the control room, via human-machine interface screens-even from hundreds of miles away.
The most significant trend in fieldbus is the ongoing development of better physical-layer hardware.
Problems
Fieldbus systems based on 10-year-old technology often cause several operations and maintenance headaches, including:
- Installation and start-up.
- Surviving short circuits.
- Removing and replacing instruments.
- Operating in hazardous environments.
- Redundancy in critical loops.
One of the most baffling operational problems over the past 10 years occurred during start-ups, when technicians couldn’t get the instruments to work over the fieldbus connection. In many cases, it was a simple installation problem: The segment was over- or underterminated. All fieldbus segments must be properly terminated to prevent communications errors through signal reflections.
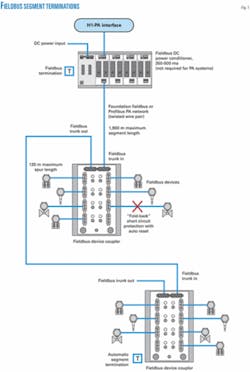
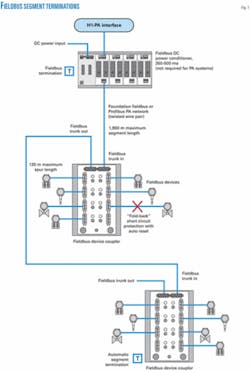
Fig. 1 shows the square T boxes of a properly terminated fieldbus segment. Essentially, segment terminators must be present at the beginning and end of a segment. More or fewer than two terminators cause problems.
Many installation subcontractors paid no attention to the terminators. They either forgot them completely or simply installed them everywhere. Neither approach allowed the segment to operate properly. Often, physical inspection of all junction boxes and field enclosures on each segment was the only way to locate and correct terminator settings.
This still happens today because many plants continue to use older device couplers that require the terminator to be hardwired or manually engaged via an on-off switch.
The problem was eliminated with development of device couplers with automatic segment terminators. The automatic segment terminator greatly assists in segment commissioning by eliminating the issue of over or underterminating.
If multiple field device couplers are used, the autoterminator is always activated at the farthest unit, and automatically migrates up the segment if a coupler is disconnected.
Physical layer diagnostics
Another trend is the increasing number of physical layer diagnostic tools that can be portable or integrated into the overall system design.
Few engineers realize that practically none of the large control system vendors makes its own fieldbus physical layer equipment, such as segment power supplies and device couplers. Approved third-party fieldbus vendors typically supply this equipment.
Fortunately, all the physical layer fieldbus suppliers are (or will be) making diagnostic hardware and software available. This promises to make life a little easier for plant maintenance departments.
Short circuits
Short circuits are a problem in any fieldbus installation. Maintenance technicians can jostle cables, corrosion can weaken connections, and vibration from pumps and motors can loosen cables and connectors.
Because all devices are in parallel on the segment, a short anywhere can shut down the entire segment if there is no short-circuit protection. The specifying engineer should ensure that short-circuit protection is available for each spur.
Older fieldbus device couplers use a “current limiting” approach to short-circuit protection. This technique limits the amount of current the short-circuit fault can draw to 40-90 ma.
This “current-limited” approach protects the system, but puts an additional burden on the segment until the short is eliminated. The additional current draw causes a voltage drop, which can deprive other instruments on the segment of the minimum 9 v they need to operate. When devices have less than 9 v, they drop off the segment.
A typical fieldbus segment has 350 ma at 25 v available, enough to theoretically power as many as 16 20-ma fieldbus devices. The specifying engineer, however, must also take into account voltage drop due to cable runs.
For example, in a system with 10 devices and 4,000 ft of cable, the end device receives 10.52 v, which is adequate. If a short occurs and is current limited to 60 ma, this takes away enough power so that the remaining devices receive less than 9 v, and some will drop off the segment. If two shorts occur, many more devices could drop off, and an entire process unit might go down.
With older fieldbus equipment, specifying engineers must allow a safety margin. They do this by designing for a fault in their segment. Accordingly, they do not install as many instruments as the segment can theoretically power, limiting instead the number of devices on the segment.
By limiting the number of devices that can be connected to every segment they ensure continuous operation of the segment despite a short in the spur.
The latest device coupler technology uses “fold-back” short circuit protection; the fold-back circuit disconnects a shorted spur from the segment. The fold-back technique has a logic circuit on each spur (Fig. 2) that detects a short in an instrument or spur, and disconnects that spur from the segment.
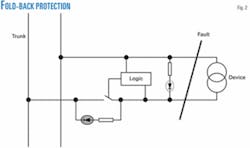
A trickle current is then used to detect when the short has been removed. The trickle current and current used to run a warning LED use only 4-5 ma during a short. Because this current is less than the typical device current, users actually see an increase in voltage at the device coupler.
Using device couplers with this capability allows the maximum number of devices in a segment, and allows users to make full use of fieldbus capabilities-not to mention the advantage of not having devices fall off the network and cause operational confusion.
Hazardous area maintenance
Maintenance people working in hazardous areas want to be able to remove devices from fieldbus segments without turning off the whole segment, and without going through complex disconnection procedures and mechanical interlocks. Specifying fieldbus device couplers properly will avoid these headaches.
Modern designs have nonincendiary, energy-limited spurs that allow disconnection in Division 2, Zone 2 applications. In Zone 1 applications, a device coupler that has a magnetic interlock on each spur should be specified.
The technician puts the key in the slot, which de-energizes the spur, and makes it accessible for rewiring without shutting down the segment. This works if IEC/AEx (NEC 505) standards are being followed, since the device coupler can fit inside an Exe/AExe enclosure and spurs are fully accessible in Zone 1.
Under NEC 500, user options in Division 1 are limited to explosion-proof enclosures with complex live demateable plug-sockets or restrictive power-down procedures, at significantly higher costs.
Intrinsically safe systems
Intrinsic safety (IS) restricts the amount of available energy and remains safe even if the connecting wires are shorted accidentally in a hazardous location. IS systems are popular in Europe, Brazil, Canada, etc.
Fieldbus and IS have a fundamental conflict, however: Fieldbus can theoretically use up to 32 devices on one segment, whereas IS concepts are designed to limit current, voltage, and power to low levels. Standard IS barriers for fieldbus offer about 80 ma/segment.
Major IS vendors introduced the fieldbus intrinsically safe concept (FISCO) as a way around some of these restrictions; but in reality a FISCO system requires expensive barriers and power supplies, and supports only a small increase in current-up to 115 ma in Group ABCD/IIC applications. FISCO also dramatically reduces the mean time between failures of the system and cuts the allowable cable length in half.
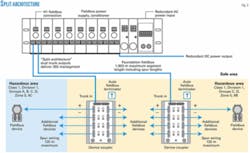
In the latest development in IS, a split-architecture concept offers all the benefits of fieldbus without the restrictions of a barrier alone or FISCO. Essentially, it splits the barrier into two pieces, one piece at the safe-hazardous interface and the other piece in the field in the device coupler (Fig. 3).
This design allows a full 350 ma/segment, access to the full length of 1,900 m/segment and 120 m/spur, and still maintains standard IS approvals at the device connections.
Cost savings are dramatic. When Boehringer Ingelheim Chemicals, Petersburg, Va., converted its plant from traditional IS to a split-architecture system, it found that it was able to install 17 fieldbus devices on a segment vs. only 4 devices on a traditional IS segment.
The savings in enclosure space from eliminating barriers allowed it to install four DeltaV controllers in cabinets that previously held only one with the older IS system.
A recent enhancement in split-architecture systems is the incorporation of FISCO compatibility at the field device coupler. Having FISCO and Entity compatibility at the device coupler enables users to implement intrinsically safe fieldbus with any desired mix of approved devices.
Redundant systems
One of the major user concerns with fieldbus is the exposure of so many devices and loops to a single-point failure in the interface card, power conditioner, or segment cable. Neither Foundation fieldbus (FF) nor Profibus PA addresses the issue, and no standards exist for building a redundant system with fieldbus. FF systems can support redundant H1 cards and redundant power conditioners, but Profibus PA still has no redundancy whatsoever.
Consequently, oil and gas engineers typically limit severely the number of devices on a critical segment (two devices/segment is typical). Another approach is to duplicate the segments-including fieldbus cards, power supplies, device couplers and field instruments (Fig. 4). When the DCS determines that a problem exists on one segment, it can switch to the other.
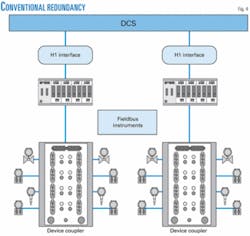
Special software is then required within the DCS to operate in 1oo2 or 2oo3 modes, with all the associated plant override, maintenance, and fallback issues.
Newer fieldbus systems allow segment cables to be split into two trunks, each independently powered and connected to a dedicated device coupler in the field. No special software is required and this fault-tolerant configuration maintains communications, in spite of any single point failure, for any DCS.
Even better, the fault-tolerant system has two continuously active trunks, which means that the user can forget that classic nagging doubt: “Will the back-up system be ready and able to pick up if the active system goes down?” Hardware duplication and special software are a thing of the past for the majority of process critical applications.
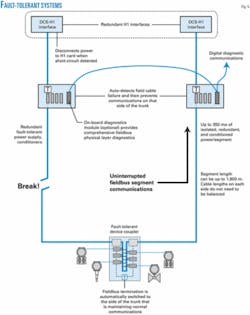
Fig. 5 shows that newer fault-tolerant systems run duplex communications and automatically disable any faulty trunk, eliminating the need to duplicate field instruments for a significant savings in hardware costs with much higher availability.
No special software is required for the system and DCS software configuration remains the same. This new fault-tolerant system helps prevent the loss of a complete segment, the shutdown of associated plant or equipment, and potential catastrophic process failures.
The cost of the hardware is only slightly more than that of conventional fieldbus devices. This means it should be possible to install redundant fieldbus segments on any control segment.
The author
Harry Wilson ([email protected]) is an application consultant for MooreHawke, North Hills, Calif. He has also served as director of marketing for ABB, general manager of systems marketing for Yokogawa, and manager of applications marketing for Foxboro. He holds a MS in electrical engineering, control systems, from the University of Texas. He is a member of ISA.