Multiphase flowmeter optimizes heavy oil production off Congo

A multiphase meter used for testing wells producing heavy oil led to increased production and improved the understanding of reservoirs in the Yombo field, off Congo (Brazzaville).
A unit of Perenco SA operates the field that produces an average 17° gravity oil with a 2,200 cp viscosity at 80° F.
Well testing of heavy oil production is complex because most conventional surface testing equipment provides unreliable measurements. This unreliability derives from test-vessel instability (low GOR), foaming, or fluid separation problems.
Well tests in the off-Congo field before use of multiphase meters overestimated oil production by more than 25% even when total liquid flow rate was more or less acceptable.
Perenco operations
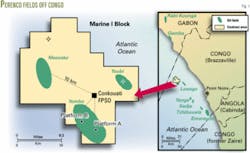
Off Congo, Perenco operates Yombo and Emeraude fields (Fig. 1). Yombo fields has a relative simple anticlinal dome structure with little faulting. Halokinetic movement of underlying salt created the structures.
The Sendji carbonate is the primary reservoir. This reservoir is heterogeneous with very variable permeability. The variability creates uncertainties in predicting the performance of this single layer reservoir that is predominantly sandy dolomite with sand interbeds. The reservoir has good 20-25% porosity and permeability up to 3,000 md, but the low reservoir pressure makes production difficult.
Another secondary reservoir is the Tchala sandstone, composed predominantly of dolomitic sands with 25-30% porosity and permeabilities up to 2,000 md. The Tchala has multiple layers in which Perenco has identified all oil-water contacts.
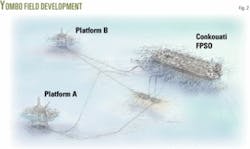
The Yombo field, discovered in 1989, began producing in 1991. Perenco acquired the field in 2003 and began producing it from two platforms tied to a floating production, storage, and offloading (FPSO) vessel (Fig. 2).
The field produces 16-31° gravity oil with 100-200 cp viscosity at 130° F. reservoir temperature. Surface oil viscosity is about 2,200 cp at 80° F., with liquid viscosity being more than 5,500 cp at surface conditions even with a very high water cut.
Conventional equipment
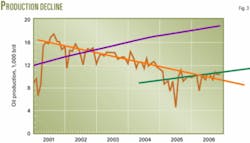
Production from the fields during the last 4 years has decreased by more than 35% to the current 10,000 bo/d, while bs&w increased to 80% from 70% (Fig. 3).
Perenco, therefore, needed a strategy to monitor the wells in real time and decrease the rapid oil production decline, which was assumed to be caused by numerous electric submersible pump (ESP) failures, bs&w increases, difficulty in managing the reservoir due to tight emulsions, impossibility of monitoring well performance with a test separator, problems with test repeatability, and large flow fluctuations in some wells.
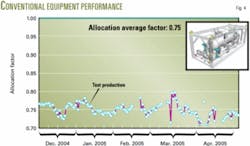
The company first tried conventional periodic testing of the wells, but this showed large variations between real production and well tests of up to 25% (Fig. 4).
The centrifuge-measured bs&w from the separator was much less than the actual value. A mass balance indicated that the bs&w should be about 83% instead of the 75% obtained with the centrifuge. Bs&w measurements were also not repeatable, with some various between two measurements greater than 25%.
Because of the inconsistent data, Perenco could not fine tune production parameters for each well. It was impossible to select the best size of ESP for each well. This led to oversizing the pumps and higher electrical consumption. Overall it was impossible to optimize consistently the production on a well-to-well basis. Perenco had to find an innovative solution for this high viscosity, high-emulsion production.
Three possible solutions could handle this problem:
- Install a gauge tank. This requires space that was already a constraint on these platforms. Also rapid flow rate variation from the different producers would remain. And this option would require a desmulsifier to break the emulsion and work to get the best retention time.
- Install a static mixer on the separator liquid line with an automatic sampler. This will increase the emulsion, but production fluctuating (bs&w) would remain a main concern. Moreover, this would increase moving parts, leading to problems with accuracy and maintenance. And this option would not obtain the high accuracy needed on long-term tests.
- Install a multiphase flowmeter capable of handling heavy and viscous oil. This option eliminated the need for flow stabilization and separation. The meter eliminates phase dispersion, which means that flow would remain in a continuous oil or water phase and allow accurate measurements of water/liquid ratios (WLRs) or bs&w. The meter also provides for proper real-time monitoring.
Other benefits include accurate and repeatable flow measurement, shorter well stabilization (more tests per day), high resolution to detect small flow events, and reduced pressure drop (test at producing conditions).
It also was possible to test technology with the Schlumberger’s PhaseTester Vx (periodic unit) before purchasing the permanent multiphase flowmeter called PhaseWatcher Vx.
Vx technology
Schlumberger’s Vx meter measures the total mass or total volumetric flow rates and then the oil, water, and gas flow rates of a producing well at line conditions (Fig. 5). Pressure-volume-temperature (PVT) software then converts these line-condition measurements to standard conditions.
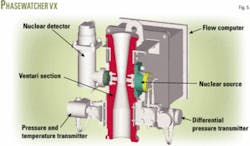
The meter has four simple sensors:
- A sensor measures the differential pressure between the inlet and throat of the Venturi. This measurement provides the total mass flow rate, Q, and the total volumetric flow rate, q.
- A nuclear dual energy fraction meter measures the count rate of gamma ray transmitted from source to detector at two different photon energies. The nuclear gamma-ray fraction meter obtains the fraction of each constituent in the flow based on knowledge of each phase’s constituents (density and mass attenuation). This allows calculation of mixture density (the density of the three phases flowing in the main pipe).
- The process-fluid pressure sensor measures the line pressure at the Venturi throat.
- The process-fluid temperature sensor measures the fluid temperature upstream of the Venturi section, including an ambient temperature TAMB, for increased safety.
The Vx technology is based on the following premises:
- No slippage inside the liquid phase.
- An empirical approach of the gas-liquid slippage law based on experiments conducted at low pressures (2-30 bara) with immiscible fluid.1-3
- A shape factor model for multiphase flows.
The primary outputs are at line conditions. Direct outputs of the combination nuclear and Venturi measurements are gas fraction (GF) or gas holdup, WLR, total mass flow rate, and the mixture density.
Secondary outputs from the meter are gas volume fraction (GVF) and volumetric flow rates (oil, water, and gas) at line conditions. The combination of the previous primary outputs is the basis for these calculations.
Volumetric flow rates at standard conditions are the most valuable outputs. A PVT software package computes these from flow rates at line conditions.
Trial test
Perenco tested the meter first on only one platform and used the portable PhaseTester Vx instead of the permanently installed PhaseWatcher (Fig. 6).

Perenco’s main aim was to control water production because the FPSO has limited water-handling capabilities. Total liquid production accuracy was also important for selecting the best producing wells and having a good allocation factor for the total production measured on the FPSO. These two values need to be very accurate for calculating net oil.
Table 1 shows the test results, which had an absolute error for bs&w of better than 0.5% between the manual measurements done as recommended by Schlumberger against the Vx measurements.
The test also confirmed that previous tests on the platform and bs&w sampling techniques were invalid. These measurements had errors of 3-5%. The Vx total liquid flow rate had better than 3% relative error.
Finally, cumulative oil flow rate on the platform was representative of that measured at the FPSO.
For a gassy well with a high GOR, the gas-flow rate measurement was more realistic with actual production. For a low GOR well, it was usually impossible to measure gas flow rate at the separator.
Overall performance of the meter was very good. Tests were repeatable and reproducible. During the 13-day trial, Perenco was able to get more than 3.7 tests/day with the longest lasting more than 14 hr and the shortest lasting less than 10 min. This demonstrated the meter’s repeatability and the fact that the meter needed no stabilization.
Real-time production
In the field, Perenco wanted to increase oil production without increasing water production because of processing constraints on the FPSO.
Real time production data allowed Perenco to do quicker intervention in some wells for changing the ESP and upsizing the equipment. In Well A8, an upsized pump increased production by more than 350 b/d and also lowered water production.
Perenco also observed increased production in other wells that produced several zones with one tubing string. Because the zones had different permeabilities and fluid mobility, the upsized ESP decreased the pump-intake pressure. This allowed for better oil recovery from some zones, thereby reducing WLR.
Changing pump frequency was another way for adjusting ESP pump intake pressure.
Because of complex reservoir lithology with many layers, some wells produced more oil and less water with reduced pump intake pressure, while others produced less oil and more water. To find the optimum intake pressure, each well was tested at different pump intake pressures, starting with a low frequency and increasing it gradually, while the meter recorded liquid and oil flow rates continuously.
The optimum point occurred when liquid flow rate is the lowest possible for the highest oil flow rate.
Changing the pump to a larger or smaller one improved production. In one well, a production pump change increased oil production to 850 b/d from 500 b/d.
Also changes in pump frequency by only 1 hz, based on physical measurement, from the Vx meter led to improved production (Fig. 7).

Some wells had an outstanding gain in production after adjustments. For instance, before adjustment, Well B1 produced more than 3,000 b/d with nearly 99% bs&w, suggesting water invasion from one layer. With this amount of water, the well was uneconomic and would have been shut down except for test data from another well.
In July 2006, an increase in pump frequency to 60 hz from 45 hz led to Well B1 increasing total production. Oil production increased nearly 500 b/d from less than 60 b/d before. The bs&w also decreased to 90% from the previous 99%.
Currently the well produces 3,300 b/d of liquid with about 88% bs&w.
Based on this success, changes in several other wells increased oil production to 338 b/d from 98 b/d with bs&w decreasing to 86% from 95%.
Real-time data also helped determine if the wells needed to be choked down to avoid slugging and improve flow rates. Reduced slugging would increase ESP life by avoiding large fluctuations on the motor.
Allocation factor
One key to optimizing the wells is monitoring of the allocation factor. Before installation of the multiphase meter, an allocation factor of 0.75 was needed to account for the 2,700 bo/d difference in test separator measurements on wells in the Yombo field and measurements on the FPSO.
The discrepancy with the multiphase meter is now less than 300 bo/d and the overall allocation factor is better than 0.97.
Improved production
Fig. 3 shows that production declined during 2001-04 to about 9,000 bo/d. With installation of multiphase meters, adjustments of the ESPs, and shut in of some high-water-cut wells, production has improved during the last 16 months and is currently almost 10,500 bo/d.
This increase translates into an additional $90,000/day in earnings, indicating that the cost of installing several multiphase flowmeters on both platforms was paid out in a few days.
The meters provide bs&w and net oil accuracies better than 1% (absolute error) compared with the 25% with the conventional test separator. The bs&w is measured every 10 sec compared with the hourly readings previously taken.
With the meters, tests on a well are close to production conditions, with pressure drop through the meter much less than through a test separator.
Acknowledgments
The authors thank the various teams involved in the data acquisition and both companies for their permission to publish this article.
References
- Atkinson, D.I., Berard, M., and Segeral, G., “Qualification of a Nonintrusive Multiphase Flow Meter in Viscous Flows,” Paper No. SPE 63118, SPE ATCE, Dallas, Oct. 1-4, 2000.
- Atkinson, D.I., Reksten, O., Smith, G., and Moe, H., “High Accuracy Wet Gas Multiphase Well Testing and Production Metering,” Paper No. SPE 90992, SPE ATCE, Houston, Sept. 26-29, 2004.
- Kane, M., and Atkinson, D.I., Documents related to work in heavy oil based on CEPRO facilities, Schlumberger Internal Information.
The authors

Bruno Pinguet ([email protected]) is the worldwide multiphase domain champion for Schlumberger, working out of Paris and Caracas, Venezuela. He has worked in multiphase metering for the past 11 years, including the design and development of Vx technology. Pinguet has a doctorial degree in fluid mechanics from the French University of Science, Paris.

Jean-Philippe Hussenet is the multiphase meter sales manager for Schlumberger in West and Southern Africa. He joined Schlumberger 10 years ago and worked on seismic vessels and well testing services involved in real-time applications in West Africa.

Didier Bardin is the testing operations manager for Schlumberger in Gabon and Congo He has worked in well testing operations since joining Flopetrol-Schlumberger in 1978 For the last 7 years, he has been working with Vx technology in West Africa.

Eric Blouin is the geoscience manager for Perenco Congo, in Pointe Noire. He joined Perenco in 1996 and has held several positions in production and geosciences. Blouin is a graduate of Laval University in Canada and Institut Francais du Petrole (IFP).

Eric Faillenet is the general manager of Perenco Congo in Pointe Noire. He joined Perenco in 1992 and has held several positions in production, planning, project management, and new businesses. Faillenet graduated from Ecole Centrale de Lyon in France and has a MS degree from Salford University, UK.