DEEPWATER ESP—Conclusion: Jubarte downhole ESP required extensive qualification, testing

Extensive qualification and testing proved out the electric submersible pump (ESP) installed downhole in the JUB-6 well in Jubarte field off Brazil.
This concluding part of a two-part series discusses the tests and installation procedures for running the pump. The first part in OGJ, Mar. 24, 2008, p. 43, described the system.
Dimensional conformance
The quality control and inspection of the ESP started with dimensional conformance tests. These ensured that the components complied with the manufacturer’s specifications and did not have dimensional deviations that could reduce operating life. The tests also provided documented base line conditions for analyzing returned units.
The work involved the 100% inspection of the critical features and key component dimensions of the pump, seals, and motor.
Key pump features included the dynamic impeller balance and the pump assembly. Features inspected in the seals included shaft manufacturing, straightness, machining, and seal assembly (Vanguard). Motor features tested included the rotor assembly (Vanguard), shaft straightness, assembly and stator winding, stator straightness, and upper and lower tandem assembly (Vanguard).
The pump, seals, and motor included factory acceptance and vibration tests.
For the pump, the acceptable tolerances are those set by API for horsepower, head, and efficiency.
Factory acceptance tests
Pumps tests in the vertical position verified that the pumps performed as shown in published performance curves within the tolerances specified in API (RP11S2). Vibration tests were according to API (RP11S8) at three points: base, middle, and top of pump.
The standard NEMA testing procedures for motors do not apply to downhole submersible motors because of their unique design. The basic test procedure used was as follows:
- Insulation test, including a phase-to-ground and a phase-to-phase resistance test.
- Phase check for verifying the correct motor rotation.
- Spin test for determining the motor’s operation performance, including a check of oil properties and inspection for internal wear. Each phase was monitored for idle current, voltage, and imbalance. Also monitored were motor rpm, input kw, and temperature rise time.
- Coast time, measured from the point of power cut off to zero rpm, verified the mechanical condition of the motor bearings and rotating parts. A long coast time indicates a possible bad rotor bearing, rotor interference, or thrust bearing problems.
- Vibration test, according to API RP 11S8, were taken at three points on the motor: the head, base, and mid point.
The seal tests included pressure, power, and vibration tests. The seal section contains many mechanical seals, elastomer seals, and in some models an elastomer bladder. Seal testing used nitrogen for verifying that the mechanical seals, elastomer components, and check valves had no leaks.
During the power test for determining rotational integrity and filling, the motor connected to the seal ran for 5 min while the drive motor kw was recorded and compared with acceptable limits.
Seal vibration tests were according to API RP 11S8.
Clamps
The installation has two lines clamped to the production string.
The ESP power cable with chemical injection line runs from the tubing hanger to the 10¾-in. shroud. The T-wire line for transmitting downhole pressure gauge signals extends below the ESP. The same cable clamps hold both the 11×11 mm T-wire and the ESP power cable to all tubing joints, but specially designed clamps are needed for passing the T-line through the capsule.
Stamp clamps for 7-in. VAM tubing hold the T-wire and the double-armor round cable with 3⁄8-in. capillary line (1.64 × 2.015 in.) to each collar of the tubing string.
All tools in the string (gas lift mandrel, downhole safety valve, etc.) have 4½-in. connections and require 4½-in. joints in the string to connect these tools.
Cable metal bands (1¼ in., SS304) hold the cable and T-wire line together. Metal bands had restricted use and are used only to pass through these tools and above the 10¾-in. capsule and below the wellhead hanger. In all places, the larger diameter components in the string provide good protection for the bands, making it difficult to lose the bands.
Specially designed stamp clamps pass the cable through the capsule. The space between the casing and capsule is tight. The drift of the 135⁄8 in., 88.2 lb/ft casing is 12.25-in., the equivalent diameter of the 10¾-in. capsule and 11 × 11 mm line is 11.18 in., and the equivalent diameter of the assembly clamp protector is 11.83 in.
At the bottom of the capsule, on the 10¾ × 4½-in. crossover, is a special long 40-ft clamp that matches the profile of the crossover and protects the T-wire.
A pull and push test verified the forces needed to move the line in the 10¾-in. clamp and move the clamp against the pipe (Fig. 1).

The pull test determined that forces needed for moving the line in the clamp were 410 lbf for the initial movement and 688 lbf for sustained movement.
The push test measures the forces for moving the clamp against the pipe. These forces were 3,954 lbf to move the clamp less than ¼ in. and 5,964 lbf for sustained movement of the entire protector over ±1 in. of travel.
If any protector hung up, clamp movement undoubtedly would occur and could damage the T-wire. Analysis of all riser, lower riser packer, bussing, etc. profiles determined that the profiles were adequate and risk of hanging up the clamp was low. Also, the capsule would be set vertically, so that the frictional forces would be low during installation.
Frictional losses are the perpendicular component of the weight against the surface, and these loses are low when running the capsule in a vertical section. To date, this configuration has been run in four installations with no T-wire failures.
Power cable protection
The installation required the design of rotating cable protectors that would pass the lines through the gas lift mandrel and downhole safety valve (DHSV). Those points have a larger diameter than the tubing string (7-in. VAM top), especially the DHSV.

The integrated protectors shield the lines and allow for a 360° orientation adjustment (Fig. 2). The critical point is the DHSV because of the string’s eccentricity at the tubing hanger (Fig. 3).
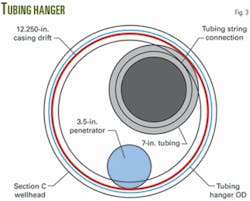
The adjustable union just above the DHSV allows for orienting the cable with the hole of the hanger for the subsea penetrator. This by default orients the protector and cable through the DHSV.
Subsea tree
For intervention reasons, Petrobras has standardized on 16¾-in. bore wet trees. But to maximize production from heavy-oil Jubarte field and to accommodate a power connector in the tubing hanger, Petrobras selected an 18¾-in. bore and wellhead design for Jubarte wells.
The JUB-6 tree needed to be qualified for 2,500 m of water, although the tree had been already qualified for 2,000 m of water. The qualifying did not delay the project.
The tree incorporates a new tree cap actuated by a 100-hp remotely operated vehicle (ROV) and has new subsea connector designs. Landing of tubing hangers in horizontal subsea trees involves the rotation of a key through a helix to land in a keyway.
This wellhead hanger has the same configuration; proper landing during installation is critical for preventing damage of the lines.
Subsea penetrator
The project qualified a 3.5-in. subsea power penetrator for 8-5 kv and 200 amp.
The well has gas lift backup in case of ESP failure, so that the tubing-hanger power connector has to block gas flow.
Umbilical, flowline, riser
The well is about 2,900 m from the floating production, storage, offloading (FPSO) vessel. All production flowlines are insulated, flexible 6-in. diameter pipes, with a thermal exchange coefficient (TEC) of 8 w/m-K.
The project required development of a special umbilical integrated with the power cable. Beyond its conventional functions as hydraulic control, chemical injection, and electric signal carrier (including pressure and temperature sensors) for the subsea tree, the umbilical contains an electrical supply cable.
The field development concept allows for a minimal number of risers to the FPSO, as well as an optimized subsea layout.
The ESP power cable conductor size is 240 sq mm and designed for 8 kv and a maximum 200 amp. The maximum temperature limit of the umbilical is 43° C. because of the polymeric hydraulic duct limitations. The umbilical has a 4-km length.
Medium voltage drive
The electrical generator (4.16 kv) feeds into a solid 4.16 kv, 800-amp switchboard. During system operations, the ESP has a maximum required 1,500 kv-amp feed. This is also the front-end variable-speed drive transformer rating.
The VSD has a maximum operating frequency of 65 hz. Because this is a 4,160-v motor at 60 hz and the maximum current has 178 amp, the calculated maximum output voltage from the drive is 5,456 v. The maximum output drive is 5,500 v.
The medium-voltage drive selected is a multistep filtered pulse-width-modulated (PWM) drive that has the following basic specifications of 4,160-v input, 5,500-v maximum output, 200-amp maximum current, and 1,550-kv-amp maximum.
The VSD connects to the main control system on the platform and is part of the command and control ESP system.
The VSD also is hardwired to the platform emergency shutdown system (ESD).
Drive string test
The medium-voltage drive string test confirmed the operability of the complete system (included umbilical and ESP power cable) and the stability of the VSD and ESP system and set up the drive properly for the well.
The test involved connecting cable drums with an appropriate length of cable and capacitance-inductive matching networks to the drive and ESP to form a system representative of the subsea cable and power cable.
This was the third string test performed with multistep filtered PWM drives on ESPs with long step-outs. The first two tests showed that tuning of the drive to the actual system is essential.
The reasons for the string test included:
- Although much was learned from the first two string tests, the Jubarte ESP had 1.3 times more hp, 1,200 hp, than had been used previously with this drive. This could result in variances in the setup. Although the step-out was relatively short, the VSD parameter settings for the higher rated ESP were unknown.
- The interaction of the VSD with the pump and how the higher rating would affect system performance resonances were unknown.
- The cost of replacing a damaged ESP after installation in the well is extremely high, particularly when compared with the cost of the test. In previous tests, the setting of the drive damaged the downhole ESP equipment. The test eliminated the risk of damage due to incorrect VSD parameter settings.
Table 1 lists the instruments and the parameters monitored.

Several issues arose from the string tests. In the locked rotor test, the motor shaft is locked while attempts are made to start the motor. During the test, the drive did not give a message to differentiate this status from starting against a short circuit at the motor terminals. This was solved with minor modifications in the setting parameters of the drive.
Otherwise few other modifications were necessary to the drive because of what had previously been learned from previous tests.
This was the first time the string test included a vibration test. This test was in accordance with API RP 11S8 and performed simultaneously with tests recommended in the API RP 11S2. The tests included accelerometers attached:
- On the middle of the lower and upper motor.
- Next to the thrust bearing on each seal section.
- On the base and middle of each pump.
- On the pump discharge.
A computer stored all the data for later analysis. For each stabilized operating condition, the test collected about ½ million data points at a sampling frequency of 4,096 hz for generating each spectrum.
An issue arising from the vibration tests was that when both sets of equipment were tested, the upper pump from the second ESP system had high vibration peeks. After disassembly of the ESP, it was found that the shaft straightness was not to specifications.
The shaft was straightened and the pump was assembled and retested.
Installation procedure
A semisubmersible rig installed the pump in the well that is in about 1,300 m of water. The maximum offset movement from the rig was in the range of 5 m in any direction. Above this value, the riser disconnect package would disconnect.
This offset results in a maximum 0.2° riser inclination, which it is low and presents no problems for running of the ESP. ESPs have been installed with semisubmersible or floating rigs in a horizontal position.
The installation sequence was:
- Assemble tools below the capsule, included pressure and temperature gauge sensor.
- Run tubing string with T-wire, clamping the line in all tubing joints.
- Assemble the capsule with the T-wire clamped with stamp clamps (103⁄4-in. flush-joint capsule).
- Run standing valve into capsule. Pressure test capsule body at 3,500 psi.
- Assemble ESP equipment into the capsule.
- Run string clamping the cable and T-line in each tubing joint.
- Assemble subsea hanger with adjustable union and DHSV.
- Align ESP power cable with hanger with adjustable union.
- Connect subsea penetrator on subsea hanger.
- Adjust slack of ESP cable with adjustable union.
- Run string with hanger-running tools that use drill pipe. An umbilical cable was run to check integrity of the cable and digital pressure-gauge sensor while landing of the string in the well.
Lessens learned
Several problems occurred during installation:
- The standing valve run to pressure test the capsule did not seat on the test nipple. The reason was that the crossover below of the nipple had a smaller diameter than the centralizer of the standing valve. Running the standing valve without the guide (distance from the rig floor to the setting nipple was only around 50 m and totally vertical) solved the problem.
- The chemical injection line thread was damaged while it was passed through the shroud hanger. The 3⁄8-in. NPT threads needed to be redone.
- The umbilical to run the drill pipe showed a good electrical reading, but when the umbilical started to be introduced into the seawater the insulation went down. A new umbilical was brought in to continue the installation.
Because the time to tie back the well to the FPSO was unknown and for preserving the ESP downhole set, the project called for filling the capsule with a plug of oil-based n-paraffin that had a density similar to diesel.
The n-paraffin is friendlier than diesel or brine for the ESP elastomers. The elastomer’s metallic materials were selected for the completion fluid and could survive for some time immersed in diesel or brine. But these fluids are not recommended for extended periods such as months.
The installation was run in December 2005, and the start up was on Mar. 24, 2007, 495 days after installation.
ESP control
Due to the nature of the ESP, its vulnerable position in the production well, and associated equipment, diligent ESP control will prolong the ESP run life. Damage to the ESP can occur from back flow, dead heading of the pump, or motor overload.
The ESP control system (ECS) provides for monitoring, protection, start permissive, run permissive, alarm and trip logic, and interface with the FPSO distributed control system (DCS). A simple and robust architecture is important for this task and appropriate communications with the other systems is essential (ESD/SPCS/ESP control system).
Most important systems that interact with the ECS are HPU (hydraulic power unit), variable-speed drive, and downhole monitoring surface panel to monitor and protect the ESP:
The variable-speed drive controls the ESP operating amps and is the primary method of monitoring the ESP. This is the most valuable parameter for controlling the ESP.
The downhole monitoring surface panel shows the intake and discharge pressure, motor temperature, and vibrations. All are useful for checking the health of the ESP.
The HPU opens, closes, and monitors the condition of subsea valves and downhole safety valve (DHSV). The interface with HPU is set for permission to start up. For example, if any valve is closed and needs to be open, no permission to start up the system will be given until the valve opens. If any valve is closed, the system will shut off the ESP.
Also, the drive is hardwired to the ESD system. For any ESD the drive would trip the ESP.
The ECS also will shut down the ESP for flowline pressures below the maximum differential pressure capabilities of the ESP to protect the system against flowline leak.
Natural flow, gas lift
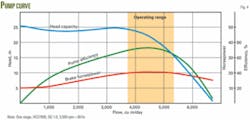
ESP pump performance traditionally is shown on a curve with the flow as the abscissa and the head is the ordinate (Fig. 4). This representation is intended for normal pump operations, that is, the pump turning in the correct direction at an appropriate speed, producing positive head (higher at the discharge than the intake), and positive flow (flowing from the intake to the discharge).
When a pump stops, and if the fluid weight is greater than the intake pressure, the flow will fall back through the pump, and in that case the fluid is negative (flowing from discharge to intake) and pressure is also negative (higher at the discharge than the intake).
At certain flow the pump will start to rotate. The fluid volume to start to move the ESP must be sufficient to break the inertia of the pump and motor. The system acts like a generator. If flow rate is sufficient to rotate the ESP, one needs to take into consideration two issues:
- The bearings of the operating ESP acquire a lubrication film between runner and bearing. Fluid viscosity and rotational speed create this film. At low speed, there is the metal-to-metal contact that wears out the bearings.
- In a flowing well, the flow through the pump is still in the positive direction, but since the pump is not energized, it impedes the flow and creates a pressure drop. This places the operation of the unit in the second quadrant (Fig. 5) and affects the thrust forces in the pump. The pressure-created down thrust is now negative and acts with rather than balances the up thrust forces. The stages can be damaged due to the heavy up thrust forces.
Petrobras did not operate the ESP after connection of the flowline to the FPSO. Initially the well produced with natural flow about 10,000 b/d for 2 months. This is harmful for the ESP and several precautions were taken.
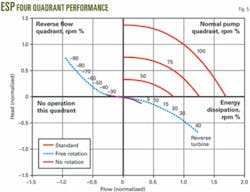
Each pump has its own four-quadrant curve. As an example, Fig. 5 shows the limits to start rotating the stages. As a general rule, a 25-30% flow rate of the best efficiency point (BEP) at 60 hz will generate enough energy to start rotating the pump.
The pump in Well JUB-06 has a BEP of 27,000 b/d, and the well produced around 10,000 b/d natural flow (+37% of BEP). This is above the maximum recommended. But each pump and motor has a different curve and therefore should be tested to ensure the correct production range through the pump from natural flow or gas lift production.
A damaged pump requires a workover; so it is recommend to control from surface the flow rate with a choke if the well is on gas lift or flows naturally.
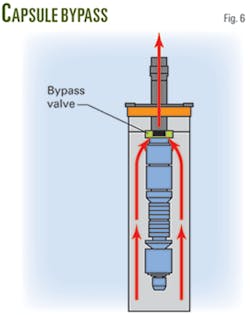
Another way to avoid damage is a Y-tool (Fig. 6). These tools have been used for dual completions, and also to produce the well through an ESP pump. In the case of a capsule, or even a packer above the ESP, the tool act is as a shrouded hydraulic sliding sleeve that helps to bypass the pump when it is stopped. This could maximize production because it would not be limited to producing the well through gas lift or natural flow.
Using this tool is still under study because the tool could fail. Reliability must be the first concern in subsea installation.
ESP start-up
The well began producing with an ESP on Apr. 24, 2007, and produced as expected. No major operating problems have occurred since start-up.
Acknowledgment
The authors thank Petrobras for allowing publication of this article.