MPD improves drilling rates in Canadian field
Shell Canada drilled a well using managed pressure drilling (MPD) and an unweighted fluid system to improve drilling rate of penetration in the Bullmoose area, northeastern British Columbia.
Operators working in this area identified the Nikanassin as a very hard, slow drilling formation, which increases drilling time and costs. The Nikanassin is hard and abrasive and ranges from 1,000 m to 1,800 m thick. Elevated mud weights are sometimes required to deal with high-pressure nuisance gas or water flows, which further impedes drilling performance.
Various mud systems and bits were used in offset wells, resulting in average rates of penetration of 1.4-2.4 m/hr. Implementing an MPD program allowed Shell to use an unweighted, flocculated water fluid system, which increased average ROP to 4.0 m/hr. When compared with low-fluid-loss mud systems, such as invert, the improvement in ROP was notable and resulted in considerable time and cost savings.
MPD is typically considered a tool to mitigate drilling hazards and reduce nonproductive time from lost-circulation zones, tight margins between pore pressure and fracture gradient, and high-pressure, low-volume, nuisance gas zones. MPD can also be used to increase ROP when air drilling and underbalanced drilling are unsuitable because of borehole instability, water flows, coal seams, or environmental concerns such as flaring gas.
As with any advanced drilling technique, successful application of MPD technology requires a detailed understanding of the potential benefits as well as limitations. This article summarizes the process that was used to identify, plan, and implement MPD as a technology to increase ROP. It discusses the lessons learned while planning and executing the MPD operation and the enhancements being considered for future use of MPD in the Bullmoose area.
Bullmoose field challenges
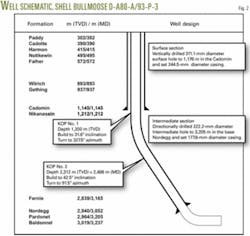
Bullmoose field is a highly competitive sour gas play in the 93-P-3 block, northeastern British Columbia. Since 2001, Shell Canada has participated in four exploration wells and one development well in this area. The primary hydrocarbon objectives are the Pardonet and Baldonnel formations, Triassic limestones and dolostones. To maximize production, the current well design involves drilling 500-1,500 m horizontals through these formations in order to intercept fractures and porosity.
Predominant drilling hazards include the hard and abrasive rock, steeply dipping and faulted formations, nuisance gas, water flows, and coal seams. Although each drilling risk poses its own unique challenges, the most consistent and costly problem is the hard rock encountered in the Nikanassin formation.
Drilling Nikanassin
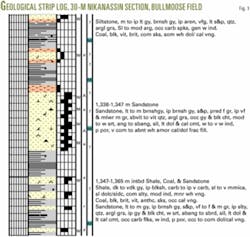
Nikanassin is a Jurassic formation consisting of interbedded marine sandstones and shales with the occasional coal seam (Fig. 1). The sandstones consist of fine-grained quartzite and chert. The base of the Nikanassin is about 125 m (TVD) above the Pardonet and Baldonnel formations (Fig. 2).
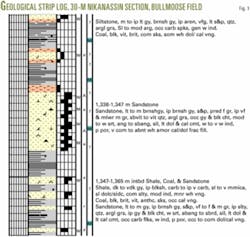
In Bullmoose field, Nikanassin can vary from 1,000 to 1,800 m thick (TVD), and multiple tricone bits are required to drill the interval. Sand and shale sequences make bit selection difficult. A bit that will drill a sand package effectively will not necessarily perform well in the shale sections.
Also, directional drilling is often required to position the wellbore for the horizontal through the Pardonet and Baldonnel formations. Steering to align the well path properly for the horizontal section further reduces ROP, diminishes bit life, and increases the borehole length through the Nikanassin.
Finally, shallow water flows and overpressures are prevalent in Bullmoose field. The increased mud density necessary to control the inflows degrades drilling performance.
Nikanassin fluid systems
The three most common fluid systems used to drill the Nikanassin have been air, invert oil-based mud, and gel chemical mud.
Air drilling has been successful at increasing ROP through the Nikanassin in vertical drilling applications. Mountainous topography, however, which limits location positioning, and the requirement for horizontal well paths through the reservoir often result in deviated trajectories with borehole inclinations beyond 20o. Furthermore, aquifers within the area increase the risk of watering-out and coal seams can create hole instability. These constraints prohibit the use of air drilling in many wells.
Invert oil-based mud has been used through the Nikanassin but with limited success. Generally, invert is used not for its inhibitive properties, but rather for its low density. Offset information indicates that the density of oil-based mud must be close to 900 kg/cu m and have minimal fluid loss control before significant ROP increases are realized.
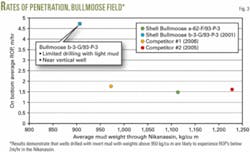
Fig. 3 demonstrates the effect of invert mud weight on ROP in the Nikanassin. In most cases, however, uphole water flows, nuisance gas, and coal gas often require fluid density to be increased, eliminating the low-density advantage of the invert mud system.
Gel chemical water-based mud is the most common fluid system in the Bullmoose area. It is a low-cost system and ROPs are slightly higher when compared with weighted, invert oil-based mud.
Planning new Bullmoose well
To minimize drilling time and cost and improve overall project economics, Shell Canada wanted to drill the Nikanassin more efficiently in the Shell Bullmoose d-A80-A/93-P-3 well.
To better understand the rock properties of the Nikanassin, Shell Canada’s drilling and geological staff made a field trip to the Bullmoose area to collect Nikanassin samples. Ten rock samples were acquired from two different mapped outcrops. Geological analysis verified the composition, hardness, and abrasiveness of the rock.
There was a lot of offset control for this project; a Kerr-McGee well was drilled in 1973, less than 100 m from Shell’s proposed location. Several options were investigated, and managed pressure drilling with a flocculated water system was selected as most likely to succeed.
While drilling the Nikanassin formation, Kerr-McGee conducted a drillstem test (DST). The DST was taken from 1,455 m to 1,552 m and results indicated potential for gas flow upwards of 1.05 MMscfd. Because the DST was taken over an extended interval (97 m), an exact pore pressure gradient could not be determined. Using the two shut-in pressures recorded during the DST, operators produced a graph (Fig. 4) to estimate the pressure gradient of the Nikanassin gas.
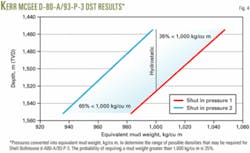
Based on the information supplied by the DST, the expected mud weight would fall between 935 kg/cu m and 1,047 kg/cu m. This mud weight range could be achieved with an invert OBM mud system; however, offset data (Fig. 3) suggests that ROPs would likely range between 1.5 m/hr and 2.5 m/hr because of the low fluid loss nature of the invert and its potentially higher solids content.
The data also demonstrate that there is a 35% probability that the pore pressure could exceed 1,000 kg/cu m, which could be problematic if a fresh water fluid system were used. Although hydraulic models predict that ECDs and annular cuttings would likely increase bottomhole density to about 1,020 kg/cu while drilling with a fresh water, it is important to note that the Kerr-McGee well drilled through the Nikanassin with mud densities ranging from 1,048 kg/cu m to 1,084 kg/cu m. These mud densities could mask possible overpressures in other sections of the Nikanassin.
Offset data indicate that elevated mud weights and low ROPs can be expected if either invert or gelled mud were used to drill the 1,840-m thick Nikanassin section at the planned Bullmoose well. Therefore, a flocculated water system combined with MPD was desired because of the potential ROP benefits and pressure management capabilities. Both systems offer advantages (Fig. 5).
MPD operations planning
Considerable upfront planning was required to ensure a successful application of the technology. After a risk assessment, the equipment was selected and operations designed and reviewed to ensure meeting all of the project’s key performance indicators.

Based on the risk assessment, the primary components of the MPD package were chosen. Fig. 6 shows the on site equipment. Weatherford provided an IP 1000 RCD, which has a working pressure rating of 6,900 kPa (1,000 psi), and a static pressure rating of 10,350 kPa (1,500 psi). The RCD was nippled up on a BOP with three rams (dual pipe rams, dual choke lines, and one blind ram), with annular returns directed through dual manual choke manifold and sample catchers. Returns were then sent to the horizontal separator.
The rig choke was connected to the second inlet of the MPD choke manifold so that well control operations could be conducted through either the rig’s degasser or Weatherford’s separation package. From the separation package, drilling mud and solids are pumped back to the rig’s shaker and mud tanks. While making connections, operators pumped fluid through the kill line, allowing for the choke operators to maintain constant backpressure on the well.
Drilling Bullmoose d-A80-A/93-P-3
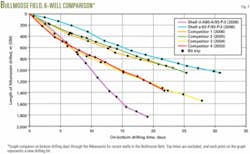
Drilling with a flocculated water system and MPD resulted in significant ROP improvements compared to offset wells (Fig. 7; Table 1). A total of 10 tricone bits were used to drill the 1,840-m thick Nikanassin interval from 1,212 m to 3,052 m. At a depth of 2,834 m, the flocculated water system was displaced with invert mud to minimize drillstring torque and drag and to improve hole cleaning. Therefore, the last two bit runs were drilled with Weatherford’s MPD system and an invert oil-based fluid.
null

null
MPD operations summary
Prior to beginning MPD, crew members drilled out the casing shoe conventionally. They conducted a formation leak-off test at a depth of 1,182 m, which established the integrity at 14.9 kPa/m. Wellsite personnel held safety meetings and the crew reviewed procedures for handling, installing, and replacing the bearing section of the RCD, as well as reviewing connection procedures and other safety critical MPD procedures.
At 1,293 m depth, the bearing section of the RCD was installed and flow was diverted through the primary flow line to the separation package. As drilling progressed, high viscosity gel-mud sweeps were pumped about every 50 m and the returns were flocculated out of the water.
The first bit trip for this section was at 1,356 m. A sweep was pumped prior to removing the bearing assembly and regular flow checks were performed on the trip out to ensure the well was static. All trips were conducted in a similar fashion.
Upon running back in the hole, the drilling nipple was removed, and the RCD was installed five stands off bottom. After tripping, it was common to encounter trip gas once circulation resumed. The gas raised the pressure in the pressure tank slightly but was not significant enough to be recorded by the gas meter in the flare line.
The same situation occurred during drilling through the numerous coal seams. Once again, a slight increase in the pressure tank was observed but was quickly offset by reducing the propane volume being used to apply positive pressure to the tank.
Following a bit trip at 1,683 m, the last five stands of drill pipe were stripped in the hole. The purpose of this exercise was to familiarize the rig crew with MPD operations. During circulation across the wellhead, through the kill line and lower HCR, five stands were run in hole and the casing pressure, backpressure, and PVT were recorded after each stand.
The highest volumes of gas during the operation were recorded at depths of 1,683 m (measured depth, MD) and 1,770 m MD, with flow rates of 6,000 cu m/day and 1,000 cu m/day, respectively. These rates were only observed for a few minutes before dropping back to trace amounts.
MPD operations continued with only localized hole-cleaning problems from coal seams. Other non-MPD related problems occurred, such as a motor parting and a steady increase in drill string torque and drag. The increase can be attributed to an aggressive directional profile, combined with the lack of lubricity provided by the fresh water.
Sweeps were pumped every 20 m to lubricate the drill string and to maintain the hole in good condition. At 2,834 m MD, the torque limitation of the drill string was approaching; therefore, the well was circulated over to an invert mud. The invert lubricated the drill string, improved hole cleaning, and allowed for drilling to continue.
Because invert was eventually required to drill the highly reactive Fernie shale, the economic penalty for prematurely displacing to invert was minimal.
Bit data, performance
Between two consecutive Bullmoose wells drilled by Shell Canada, the average ROP for the Nikanassin interval increased to 4.01 m/hr from 1.40 m/hr-an enhancement of 186%. Excluding trip times, the Shell Bullmoose d-A80-A/93-P-3 well took 19.1 days on bottom to drill 1,840 m of Nikanassin, whereas the previous Shell Bullmoose a-62-F/93-P-3 well required 30.8 days on bottom to drill 1,052 m of Nikanassin.
Normalizing these values to days/100 m, the well drilled with flocculated water and MPD techniques required 1.05 days/100 m to drill, while the previous well required 2.93 days/100 m, a 179% improvement. Offset wells, drilled with gel-chem and invert systems required about 2.1-2.5 days/100 m. Table 1 shows bit performance for offset wells.
The second bit run in the Nikanassin set a field record, drilling 327 m in 82.75 hr, and resulting in an average ROP of 3.95 m/hr. The driller used a Hughes Christensen HR-S55 bit, which has an IADC rating of 6-3-7. When pulled, the bit’s grading was 6-6-FC-A-E-3-FC-HRS.

Damage to bits was similar to previous wells drilled in Bullmoose field. Drilling through the abrasive sands often resulted in gauge wear, and gauge row inserts were usually chipped or completely worn off the bit. Figs. 8a and 8b show examples of typical bit wear through the Nikanassin.
Average bit life was also reduced compared to wells drilled with an invert or gel chemical system. The average bit life drilling with water was 45.9 hr/bit, whereas the offsets that drilled with invert oil based fluid averaged 53.6 hr/bit. This reduction in bit life is possibly due to the decreased lubricity of water.
Flocculated water performance
To flocculate the water system, a mixture of calcium nitrate, lime, and dispersible polyacrylamide (Alkapam 1103) was used. The calcium nitrate and lime provided the calcium source and the polyacrylamide flocculated the solid particles. When the fluid returned to the mud tanks after passing over the shakers, the solids would settle to the bottom of cone tanks.
Because a water system has limited viscosity, hole cleaning was done using pump rates and annular velocity. Bentonite-based gel sweeps were pumped to remove cuttings that settled out in the borehole.
The results at Bullmoose d-A80-A/93-P-3 indicate that the high fluid loss and low solids content of the water system had a significant effect on drilling rates.
After the fluid system was displaced from flocculated water to invert oil based mud, two bit runs were required to finish drilling the Nikanassin.
The average ROP of the bit runs with flocculated water was 4.51 m/hr compared to 2.12 m/hr average with the 965-990 kg/cu m invert mud. The ROPs with an invert fluid are consistent with offset well data. Clearly, mud weights were not the predominant factor that increased the ROPs.
Results
MPD operations were executed successfully on the Bullmoose well as a result of extensive prejob planning involving the operator, the MPD service provider, and the drilling contractor. The planning resulted in a job that met all the short-term key performance indicators, including drilling with increased ROP compared to the offset wells, reducing the overall well costs, and completing the MPD operation without any HSE incidents.
Compared to the previously drilled Shell Bullmoose a-62-F/93-P-3, the total time spent in the Nikanassin, including trip time, was reduced by about 24 days, and the cost was reduced by more than 40% for the interval.
Increased ROP on this well is primarily attributable to the use of the flocculated water drilling system. Displacing to an invert mud system for the last two bit runs of the operation resulted in the same reduced ROPs as the offset wells.
MPD was chosen based on a probabilistic analysis during the planning phase to determine the potential for encountering above-hydrostatic formation pressures. Although the expected high-pressure, low volume gas zones were not encountered, the MPD system was an enabler and was seen as a tool to manage pore pressure uncertainty.
If the high-pressure zones had been encountered, the MPD package would have been used to continue drilling while depleting any gas, allowing for drilling to continue with water.
Acknowledgment
The authors thank Shell Canada and Weatherford International for their support and permission to publish this paper.
References
- International Association of Drilling Contractors, “UBO & MPD Glossary,” April 2006.
- Saponja, J., Adeleye, A., Hucik, B, “Managed Pressure Drilling Field Trials Demonstrate Technology Value,” SPE 98787, SPE-IADC Drilling Conference and Exhibition, Miami.
The authors

J. Kent Foster (Kent.Foster @shell.com) is a drilling engineer at Shell Canada Energy, Calgary. Following a 2003 internship in Shell Canada’s frontier deepwater drilling team, he joined Shell full-time and has since worked on various assets in western Canada. His experience includes internships for SNC-Lavalin in the energy control systems department and with Nexen Inc. in the international offshore facilities group. Foster holds a BS (2004) in mechanical engineering from the University of Calgary and is a member of APEGGA.

Adrian Steiner ([email protected]) is MPD manager in controlled pressure drilling and testing services at Weatherford International Ltd., Calgary. He has more than 10 years’ experience in UBD and MPD operations, planning and implementing projects in Canada, Europe, North Africa, and the Middle East. For several years, he managed the Canadian UBD Engineering group for Precision Energy Services (acquired by Weatherford in 2005), while providing engineering support to international projects in Oman, Algeria, Germany, Mexico, Venezuela, and other countries. Steiner holds a BS (1994) in mechanical engineering from the University of Saskatchewan and is a registered professional engineer in Alberta. He is a member of SPE and APEGGA.