New drills, bits reduce HPHT well costs in Venezuela field
Turbodrills and diamond-impregnated drill bits have improved drilling metrics through hard, abrasive, allochthonous Mesozoic rocks overlying productive Miocene formations.
Drilling in the Bosque field in eastern Venezuela has long been costly and time-consuming. Many efforts have been undertaken over the years to minimize expenditures, with some limited success. Drilling operations in the Bosque field are impacted by the Aloctono block, a hard, abrasive faulted structure with large dips.
The main characteristic of this area is an inverse fault trending north-south, called “Pirital’s landslide.” Drillers encounter numerous problems when drilling through this section, including wellbore instability, lost circulation, wellbore trajectory deviation due to the large structural dips, and low rates of penetration.
The extremely long 121⁄4-in. section drilled through the Aloctono block sequence has continued to prove challenging for several reasons. Hard and abrasive formations slow drilling , and the high degree of faulting in the area compromises wellbore verticality.
These two factors result in millions of additional dollars for every well to correct deviation and in damaged tubulars. The 121⁄4-in. section cost is more than half the total well cost. Therefore, any improvements made in this section will improve overall well economics.
This article focuses on drilling improvements that have addressed all the problems previously encountered through this section and how they helped to substantially reduce the cost/foot through the section, cost/foot for the total well, and reduced the time required to drill both the section and the well.
Setting
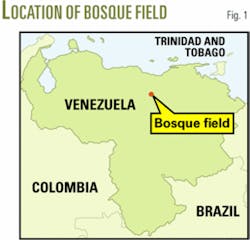
The Bosque field is in the eastern basin of Venezuela, about 300 miles southeast of Caracas (Fig. 1) Wells in this field are drilled beyond 20,000 ft and must penetrate complex geologies. The main geologic feature of the region is an inverse fault trending north-south and thought to result from the Caribbean plate crashing into the South American plate during the Oligocene-Miocene period. This sequence of events pushed older rocks on top of younger rocks so that Cretaceous formations now overlie Miocene formations.
Within the Cretaceous formations is the Aloctono block, a thick sequence of sandstone, shale, limestone, and limolite (water-laid sediments) that can be more than 12,000 ft thick. Drilling characteristics in this formation sequence include low ROPs, wellbore instability, and wellbore deviation problems due to the step faulting structures.1
Typical wellbore construction consists of setting a 20-in. conductor string at about 1,000 ft. A 171⁄2-in. hole is then drilled through the Morichito formation and 500-1,000 ft into the top of the Aloctono block. Then drillers set a string of 133⁄8-in. casing to isolate the characteristically unstable and time-sensitive clays of the Morichito formation and to achieve enough formation integrity to drill the long, 121⁄4-in. section that follows.
The Aloctono sequence is drilled with a 121⁄4-in. hole to about 17,000 ft where 95⁄8-in. intermediate casing is run. This is followed by an 83⁄8-in. hole drilled through the over-pressured Carapita shale to about 20,000 ft and then a string of 75⁄8-in. casing is run.
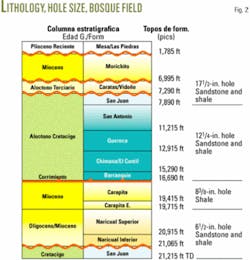
The production interval is drilled through the Naricual and San Juan sandstones with a 61⁄2-in. hole at about 21,500 ft then isolated with 51⁄2-in. casing. For the purpose of this article, the evaluation is limited to the 121⁄4-in. hole section (Fig. 2).
The 121⁄4-in. hole section, through the Aloctono block, is extremely long. In the 1990s, wellbore stability was addressed by exclusive use of oil-based muds (OBM) to drill the section, thus eliminating the water invasion that was creating instability. Penetration rates through this interval averaged 4-5 fph, at best.
Naturally, there have been numerous attempts over the years to improve the ROP. These attempts have included use of hammer bits and underbalanced drilling (UBD). Hammer bits did not show any increases in ROP and their reliability was problematic. UBD has been unsuccessful because the wellbore instability is exacerbated by underbalanced conditions.
To date, the most successful arrangement has been to drill conventionally with rotary and rock bits, interspersed with the use of positive-displacement motors (PDM) for deviation correction.
Maintaining verticality is also a problem when drilling the Aloctono block. There have been efforts to address this with BHA configuration, and while these efforts have produced less severe deviations in some instances, it has not alleviated the problem.
On recent wells, the verticality has been maintained within a 900-ft radius. The doglegs created through the section continue, however, to be costly and time consuming. These problems include damage to all the drillstring components and subsequent problems associated with getting the 95⁄8-in. liner to depth.
Additional issues include problems with the completion tubulars, which leads to costly workover and remedial operations. Therefore, maintaining verticality remains an area where improvements can be quantified.
Well execution, 10 runs
On the SBC-136 well, the 133⁄8-in. casing was set at 7,403 ft, about 826 ft into Aloctono block sequence at the top of San Juan formation. Since the very top of the Aloctono block series of formations is not as hard or abrasive as the rest of the section, the first run used a rotary-driven rock bit. This assembly drilled 1,041 ft at 11.3 fph, before encountering the higher compressive strength sections below 8,000 ft.

At 8,453 ft, the driller picked up a straight-hole Turbodrill with a diamond-impregnated (impreg) drill bit (Fig. 3). This assembly was used to drill 793 ft at 7.11 fph before being pulled because of hole problems. The same assembly was run back in the hole and drilled from 9,246 ft to 10,950 ft, when the assembly was tripped to perform inspections on BHA and drillstring components (302 drilling hr at that point). Drillers achieved a penetration rate of 5.64 fph over the 1,704-ft interval.
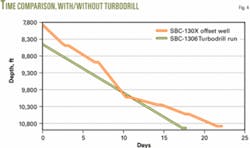
In total, the Turbodrill and impreg bit drilled 2,497 ft in 413.5 hr, establishing a ROP of 6.04 fph. Fig. 4 shows the days vs. depth curve for the interval compared to the best offset. The footage achieved on these two runs represented a new world record for a 121⁄4-in. impreg bit.
The bit dull graded 1-1-WT-A-X-I-NO-BHA (Fig. 5). The Turbodrill was checked for wear, and all bearings were within tolerance, indicating that the Turbodrill and impreg assembly could have continued drilling. Inspection of the other drillstring components revealed that there was relatively no wear on the drill collars, heavi-wate, and stabilizers.

Compared to the same section of an offset well, this run saved six rock bits while producing a better ROP. The average ROP from the offset well was 5.1 fph vs. 6.04 fph on the subject well. Consequently, by increasing the ROP and reducing the number of trips to drill the section, the cost savings equated to $115,586.
The third Turbodrill and impreg bit run in this section, drilled a 1,827-ft interval from 10,950 ft to 12,777 ft, over a 350-hr span, and produced a ROP of 5.2 fph. For the first 1,014 ft of this section, the ROP was greater than 6 fph but at 11,964 ft, the lithology changed to predominately shale, which slowed the ROP to 4.5 fph. This run replaced four rock bits and five trips compared to the offset well.
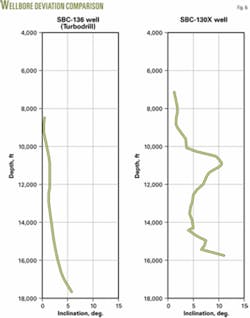
In addition, the wellbore verticality was 1.25° at the end of the run, having gradually built from 0.15° at the start of the run. The offset well, SBC-130X, had an inclination of 5° at the same depth, and the inclination had dropped from 11° uphole (at around 11,000 ft) producing a severe dogleg at that depth (Fig. 6). The bit that drilled this section was dull graded 1-2-WT-A-X-I-PN-BHA, and the Turbodrill was found to be within all operational tolerances, once again indicating that further life could have been attained from the assembly.
The fourth Turbodrill and impreg bit run drilled from 12,777 ft to 12,958 ft. It took 54 hr to drill 181 ft, through lithologies consisting of 90% shale. The assembly was pulled due to the penetration rate and, upon inspection at surface, the bit was dull graded 0-0-NO-A-X-I-PN-PR.
Comparing this run with the previous three impreg bit runs make it quite clear that the geometric evolution of impreg bit technology, enhanced by materials advancements and CFD modeling, has profoundly affected performance.

Fig. 7 shows the bit at the end of this run. The photo illustrates that this older impreg design has very small watercourses and many blades, which resulted in poor bit cleaning and an insufficient ROP for drilling shales. The other notable difference between this bit and the bits used in the previous sections is that the blade and cutter configuration on the newer style impreg bits stand taller and provide better shearing action, which helps to aid the ROP when drilling shales.

A Turbodrill and newer style impreg bit were used again on the sixth run and the results were similar to the first three runs (Fig. 8). One difference, however, was that the Turbodrill configuration was changed to add another turbine section to provide more power to the bit. A total of 1,976 ft (12,958-14,934 ft interval) was drilled in 320 hr, establishing a ROP of 6.18 fph.
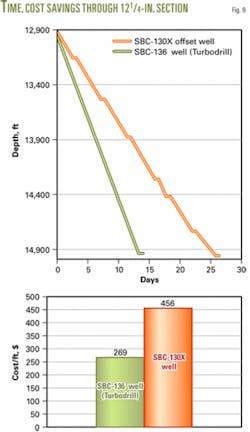
The bit was dull graded 3-7-WT-S-X-I-NO-HR. The Turbodrill was again found to be within all operational tolerances. Upon further review with offset wells, this single run replaced seven rock-bit runs, which had averaged only 3.82 fph and 76 hr/run. By increasing the ROP by more than 60% and staying in the hole, drilling almost five times longer than offset runs through the section, more than 12 days were eliminated from the drilling curve. This single run produced a cost savings of $374,133 and reduced the cost/foot by nearly half (Fig. 9).
Run 7 for the section utilized a Turbodrill and the same impreg bit that was used on Turbodrill runs one and two for the section. On this run, however, an additional turbine section was employed to provide more power to the bit. This assembly drilled from 14,934 ft to 15,753 ft in 161.5 hr. The ROP of 5.13 fph far surpassed the best offset run of 3.1 fph. By drilling an additional 829 ft, the world record which this bit had set previously in the well, and then lost to another Turbodrill powering an impreg bit in Canada, which drilled 2,873 ft in a single run,2 was reestablished as the world record, by drilling a total of 3,316 ft over 575 hr.
The eighth run for the interval used an alternate style impreg on the higher powered Turbodrill. A total of 205 ft was drilled, from 15,753 ft to 15,958 ft, over a 60-hr time frame, for a ROP of 3.42 fph. As witnessed on the fourth Turbodrill run, the high blade count and closed face of this bit design, coupled with the lack of a more pronounced cutting structure, again limited the ROP. This section of the hole was also more abrasive than previous sections, and, consequently, the turbine sleeve became under gauge, resulting in high torque values at the end of the run.
Run No. 9 once again used a newer style impreg bit and the higher powered Turbodrill, with the same successful result as earlier in the well. A total of 870 ft was drilled, from 15,958 to 16,828 ft, over a span of 178.5 hr, resulting in an ROP of 4.9 fph. The offset wells showed this particular section of the 121⁄4-in. hole to be very hard and abrasive, with unconfined compressive strengths (UCS) ranging between 23,000 psi to 35,000 psi.
The tenth run for the section also used a Turbodrill and impreg bit. Drillers reached TD at 17,657 ft, at the top of the Carapita formation. A total of 829 ft was drilled in 188 hr at a ROP of 4.4 fph. The deviation at TD was 5.8º. The offset well had an inclination of more than 10° at roughly 11,000 ft and again at TD, with dropping and building sections between those two points (Fig. 6).
Postwell evaluation
The objective set forth on this well was to lower the drilling costs but also, by using Turbodrills and impreg bits, to keep the well vertical and eliminate many of the BHA problems encountered in the past due to wellbore deviations. On previous wells, BHA components required multiple costly repairs due to wellbore deviations, and the significant number of rotating hr through the abrasive sections of the Aloctono block. In fact, the two wells drilled prior to this well cost over $2 million in damage and repair to drillstring components.
For the SBC-136 well, the 121⁄4-in. section required 10 runs to complete, drilling a total of 10,245 ft, from 7,412 ft to 17,657 ft. The best offset, SBC-130X, required 23 runs to drill from 7,881 ft to 15,708 ft, for a total of 7,827 ft.
Each goal established at the beginning of the section for the Turbodrill and impreg bit was realized. The deviation was maintained to a very manageable level, as Fig. 7 shows, and the damage to drillstring components and intermediate 133⁄8-in. casing was minimized.
These results can be attributed to the general characteristics of the Turbodrill, which in any configuration tends to drop angle. The straight-hole Turbodrill BHA utilizing a box-up long gauge bit is optimally stabilized to keep the well vertical and produce superior hole quality vs. rotary and PDM assemblies.3
Further, the concentric rotation of the Turbodrill at high RPM produces equivalent ROP regardless of string rotation, thus allowing the drillstring to be rotated much slower than when drilling with rotary or PDM. On the SBC-136 well, the revolutions of the drillstring were reduced by more than half a million compared to offsets. This reduction in string rotation minimizes the wear on both the drillstring components and the intermediate casing to acceptable levels. The actual cost for damage and repair to drillstring components on the SBC-136 well were eliminated, producing a savings of $1 million on this basis alone.
When drilling with Turbodrills, the benefits of reduced vibration, lower reactive torque, and drilling with reduced weights are often overlooked. This is a perfect example of how those benefits equated to less damage in all of the drillstring components and the intermediate casing.4 5
Of the 10 runs required to complete the 121⁄4-in. section, 9 utilized a Turbodrill and impreg bit. The first run used a rock bit on rotary to drill the 133⁄8-in. shoe down to 8,453 ft.
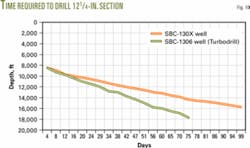
Fig. 10 shows the days vs. depth curve for the SBC-136 well vs. the SBC-130X offset. For the SBC-136 well, reaching a total depth of 17,657 ft required 75 days. For the SBC-130X well to reach TD at 15,708 ft, however, required 99 days.
Therefore, 24 fewer days and 13 fewer bits were required to drill nearly 2,000 additional ft with Turbodrills and impreg bits vs. the best offset well with rock bits driven by rotary and PDMs.
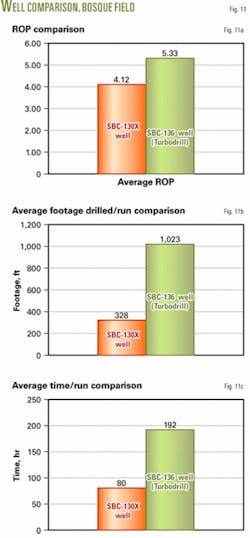
A comparison of the ROP shows that the Turbodrills averaged 5.33 fph (from 8,453-17,657 ft), while drilling the offset well averaged only 4.09 fph (from 8,496-15,708 ft; Fig. 11a). Figs. 11b and 11c show the average footage and the average hours attained per run, respectively, for this well compared to the offset well. It should also be noted that a comparison of the same drilling interval yields even more dramatic improvements, as the lower 2,000 ft drilled by the Turbodrill and impreg bit on the SBC-136 well were harder and more abrasive than the upper sections.
In addition, a comparison of the days vs. depth to the same TD required only 56 days on the SBC-136 well, vs. 99 days on the SBC-130X well, a savings of 44 days or a 44% time savings. This alone yielded more than $2 million in savings, not including the costs associated with damaged BHA components, which was previously discussed.
An overall evaluation of the Turbodrill points to the reliability of the tool in extreme drilling environments. For the well, the Turbodrill operated for more than 1,700 drilling hr in oil-based mud (OBM) with no problems. Three of the runs lasted longer than 300 hr. This can be attributed to the all-metallic, concentric design of the tool.
Extreme environments featuring OBM and high temperatures have no detrimental effect on the operation of the tool as they would have with tools that employ elastomers, such as PDMs. These tools have documented runs of more than 700 continuous operating hr (over 29 days) in OBM at temperatures nearing 400º F.6
Results
On the SBC-136 well, Turbodrills and impreg bits were used exclusively on nine trips from 8,453 ft to TD at 17,657 ft to drill the Aloctono block sequence. Use of this technology allowed penetration rates to increase by nearly 30%, footage drilled per run to increase three fold, and run lengths by 240%, all while maintaining better verticality than any offset wells. These factors all helped drill the same comparative section 44 days (44%) faster and with 16 fewer bits than it had ever been drilled before and to drill an additional 2,000 ft in 21 fewer days than the best offset.
Economically speaking, the cost/foot to drill the Aloctono block was reduced by more than 40%, saving more than $2 million. Keeping the wellbore vertical with no kinks or severe doglegs eliminated the costs associated with damaged and destroyed BHA components, which had cost on the previous two wells more than $2 million.
These cost and time savings can be attributed to the durability and reliability of the Turbodrill and impreg bits. Evaluation of the performance through specific runs on this well, where the performance was not nearly as good as previous and subsequent runs, shows that there is still room for substantial improvements. Better bit selection through certain intervals could easily eliminate another 30% of the runs to complete the section.
Acknowledgments
The authors thank the management of Petróleos de Venezuela SA, Smith Bits, and Sii-Neyrfor for permission to publish this material.
Results of this project were presented at the 2005 DEA Workshop, May 24, 2005, Galveston, Tex. ✦
References
1. Avila, J.C., Zerpa, E., Rojas, L., Salas, J.G., “Drilling HP/HT Wells in Bosque Field, Venezuela-The Aloctono Block Challenge,” SPE/IADC 79815, presented in Amsterdam, Feb. 19-21, 2003.
2. Seale, R., Staysko, B., Doell, D., Murray, T., Cavanagh, P., Beaton, T., Archibald, D., “Record Drilling Performance in the Panther field, Alberta, Canada,” IADC World Drilling Conference, Rome, June 9-10, 2005.
3. Gaynor, T.M., “Downhole Control of Deviation With Steerable Straight-Hole Turbodrills,” IADC/SPE 14769, Dallas, Feb. 10-12, 1986.
4. Calnan, D., Seale, R., Beaton, T., “Identifying Applications for Turbodrilling and Evaluating Historical Performances in North America,” 55th Annual Canadian International Petroleum Conference, Calgary, June 8-10, 2004.
5. Seale, R., Sanders, J., Walker, J., Beaton, T., Shuler, D., “Record Drilling Performance in HPHT Field,” Paper AADE-05-NTCE-08, AADE National Technical Conference and Exhibition, Houston, Mar. 5-7, 2005.
6. Anderson, J., Durkin, A., Tribe, I., “All’s well that ends well,” World Expro, November 2004, pp. 42-47.
The authors

Rocky Seale (Rocky.Seale @packersplus.com) is currently the international operations manager for Packers Plus Energy Services Inc. in Houston. At the time of the Bosque field project, he worked for Sii Neyrfor, a division of Smith International Inc. Over a 15-year career he has held various operational, technical, product management, and business development positions with responsibilities for drilling and completion product lines. Seale holds a BS (1991) in petroleum engineering from Montana Tech of the University of Montana and he is a member of SPE, AADE, and IADC.

Tim Beaton ([email protected]) is the product manager of diamond products at Smith Bits Canada, Calgary, a division of Smith International Inc. He has also served as engineering manager for Sii Neyrfor and as design manager for GeoDiamond, a division of Smith Technologies. Beaton holds a BS (1993) in mechanical engineering from Cornell University and he is a member of SPE.

William Anato (AnatoW@ pdvsa.com) is the drilling project leader of exploratory wells for Petróleos de Venezuela SA in Venezuela, based in Punta de Mata. He has worked as operations and well design engineer for PDVSA since 1995. Anato holds a BS in mechanical engineering (1994) from the Universidad Politecnico Fuerzas Armada Nacional. (UPFAN), Venezuela. He is a member of Collegio Ingenieros de Venzuela.

Joel Barreto (BarretoJUP @pdvsa.com) has worked with Pdvsa in Venezuela since 2002, currently as a drilling engineer working on exploratory wells for PDVSA Distrito Norte. He previously worked as a design and planning engineer for PDVSA Punta de Mata. Barreto holds a BS (2002) in mechanical engineering from the Universidad Nacional Experimental Politécnica “Antonio José de Sucre” (UNEXPO). He is a member of the Collegio Ingenieros de Venezuela.

Pablo Bohorquez (PBohorquez @smith.com) is a senior turbine operator and salesman, working for Smith International de Venezuela CA for 6 years. He has previously worked as a mud-logging supervisor for Core Services de Venezuela. Bohorquez holds a BS (1995) in mechanical engineering from Universidad del Tachira (UNET). He has been a member of the Collegio Ingenieros de Venezuela since 1997.