Automated mud tester measures real-time fluid properties
Eric van Oort
SPYDR Automation
Austin, Tex.
Munir Aldin
Metarock Laboratories
Houston, Tex.
Chris Mullin
Sercan Gul
Pioneer Natural Resources
Irving, Tex.
Rig-site fluid test automation has lagged automated drilling technology and is now a bottleneck to real-time drilling diagnostics and decisions. A new automated mud skid (AMS) addresses this gap by monitoring fluids in real time. The unit measures key drilling fluid parameters such as viscosity, density, oil-water ratio, solids content, and salinity. Operation is automated, requiring only minor maintenance on site.
Field tests in the Permian basin showed that the unit produced data on par with traditional fluid measuring techniques, but at a much higher rate.
AMS
The drilling industry can work in water depths greater than 12,000 ft, drill to vertical depths of more than 35,000 ft, construct high-pressure high-temperature (HPHT) and geothermal wells in high-temperature environments, and hit horizontal and extended-reach targets with pin-point accuracy using ultrafast telemetry and sophisticated measurement-while-drilling and logging-while-drilling (MWD/LWD). The same technical sophistication, however, is not available for fluids monitoring. Mud checking is performed much like it was 50 years ago.
The lagged development in fluid-testing technology is contrary to fluid’s importance to successful and cost-effective well construction. Fluids typically comprise 10-15% of overall well costs, but fluid-related nonproductive time (NPT) associated with well control, lost circulation, wellbore instability, and differential sticking events is the main reason many drilling projects exceed planned budgets.
The recent wave of drilling automation also appears to have bypassed fluids monitoring. Drilling automation has almost exclusively focused on drilling a stand automatically without human interaction. It has neglected other well-construction systems and tasks, such as fluid monitoring, mixing, maintenance, and solids control.
A recent startup, SPYDR Automation Inc., spun out of the University of Texas at Austin and the University of Calgary, addressed this deficiency with Metarock Laboratories Inc. (MRL) in Houston. They launched AMS to automate rig-site fluid monitoring. The system uses new sensors and measuring techniques combined with machine learning (ML) and artificial intelligence (AI) computer routines to provide automated real-time (RT) measurements of key drilling-fluid parameters such as viscosity, density, oil-water ratio, solids content, and salinity. The technology saves money by:
- Optimizing chemical mud treatment and dilution. With real-time automated fluid measurements comes the ability to better manage drilling fluid properties and eliminate under- and over-treatments of mud, thereby making better use of chemicals. This aspect is appealing to operators considering more vertical integration when it comes to goods and services by managing their own chemicals and fluids in the field.
- Improving hydraulics. Many shale drilling operations use non-optimal low hydraulic hp/sq in. (HSI) at the bit, limiting rate of penetration (ROP) through bit- and bottom-balling that can be addressed with better fluids management.
- Avoiding mud-related NPT. Non-optimal fluid properties can cause operational problems ranging from poor deviated-hole cleaning due to insufficient low-end rheology, induced lost circulation due to high equivalent circulating density (ECD) caused by excessive fluid viscosity and gels, swab kicks associated with high fluid viscosity and gels, and differential pipe sticking due to poor fluid-loss control.
- Working with the mud engineer in new ways. By freeing up the mud engineer from routine fluid-monitoring tasks, their time can be spent on more value-added tasks like optimizing solids-control efficiency. For high-density drilling operations the mud engineer can roam between several rigs.
On the technical side, benefits include:
- RT diagnosis of adverse mud properties and mud-contamination events. These include excessive low-gravity solids (LGS) loading and slow brine-oil kicks. The system allows quick mitigation or remedial action to be taken.
- RT optimization of pressure drops across bits and motors. HSI is optimized at the bit.
- RT mud weight, ECD, and drilling margin management. The system avoids drilling margin-related problems from induced lost circulation, wellbore instability, and loss of well control.
- Direct, RT input in managed pressure drilling (MPD) control systems. The system allows more accurate hydraulics modeling. MPD control systems have become sophisticated but still are fed with infrequent fluid property data that often do not represent downhole fluid conditions very well. RT fluid properties obtained at more realistic conditions can be streamed directly in MPD hydraulic simulators and control systems for more accurate and updated modeling and control.
- Eliminating manual testing at elevated pressure and temperature. Safety is improved by preventing burning of hands-on hot retorts, etc.
Automating the manual test protocols of API RP13B-1&2 must involve new advancements in sensors and data analysis to avoid pitfalls in automating traditional approaches to measurement. Viscosity, for instance, is traditionally measured using a Couette-type viscometer (Fann 35 or equivalent), which measures torque transferred from a rotor onto a bob while both are submerged in a test fluid. The space between the rotor and bob is small. Automating the measurement can lead to small cuttings stuck in this space, invalidating the measurements.
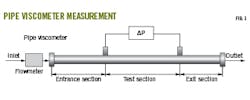
A pipe viscometer is an alternative method for measuring viscosity (Fig. 1). A pipe of sufficient internal diameter is unlikely to plug. In a pipe viscometer, pressure drop (Dp) is measured over a length of pipe (DL) while varying flow velocity determines viscosity. Variation in pressure over length (Dp/DL) determines shear stress at the wall. A curve is plotted from shear stress and shear rate data (Fig. 2), providing key rheological parameters by curve fitting.1

Pipe viscometers also operate during turbulent flow conditions to yield the fluid friction factor and critical Reynolds number (Re) as flow transitions from laminar to turbulent (Fig. 2). For non-Newtonian fluids it is often not accurate to assume that the transition from laminar to turbulent flow happens at Re = 2,100, which is typical for Newtonian fluids. Long-chain polymers suspended in fluids can delay onset of turbulence and lead to high critical Reynolds numbers (Re = 2,319). Also, Fig. 2 shows that it is not valid to assume that the friction coefficient (fc) remains the same in turbulent flow as it is in laminar flow (fc = 16/Re).
This deviation of the friction coefficient from the laminar flow value at high Re can be used for higher-accuracy hydraulic modeling and digital twinning when simulating drilling, completion, and stimulation operations with turbulent flow. This happens during flow in narrow-diameter bottom hole assembly (BHA) components while drilling, during slim-hole and coiled tubing drilling, and during hydraulic fracturing. For the last application, a pipe viscometer characterizes and verifies the efficacy of friction reducers in reducing surface pressures during high-pressure pumping.
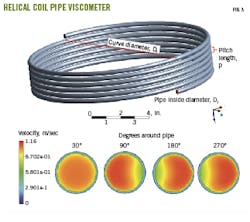
AMS uses a helical pipe viscometer (Fig. 3) for automated viscosity measurement.2 A helical configuration leads to a non-uniform flow velocity field and a higher pressure drop per unit of pipe length. This measures differential pressure at a higher resolution and provides more accurate rheology, particularly at low shear rates. Proper rheology measurement at low shear is important for hole cleaning evaluation in high-deviation holes. Insufficient low-end rheology leads to poor hole cleaning efficiency, causing build-up of cuttings beds, pack-offs, and stuck-pipe events.
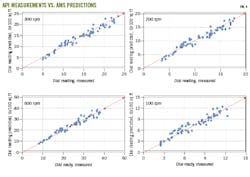
AMS can also automate fluid-loss measurements using ML techniques as well as in-line solids and salinity measurements using spectroscopic analysis methods.3 These techniques and measurements can give the same information as API-recommended measurements without following hard-to-automate API protocols. Fig. 4 shows a direct comparison between AMS-measured rheology parameters versus API measurements. The agreement is generally within 10%.
AMS is a self-contained skid-based system shown in Fig. 5. It is relatively compact (4 ft wide, 7 ft high, and 10.5 ft long) and weighs about 4,000 lb. It runs on rig power at 480v and 60 amp and is suitable for a range of well-construction settings, from low-cost land to advanced deepwater operations, with associated rig safety certifications.

Fluids can be sampled anywhere in the flow stream through appropriate flowline manifolding, allowing intake of fluid to the AMS unit from different fluid pits and tanks, typically at 2-3 gal/sample. The default source of fluid analysis is the active pit, analyzing the fluid before its journey downhole.
Data, integrated by the unit’s data acquisition and processing system, streams real-time to the rig’s data provider in any desired format (e.g. WITSML, OPC, MODBUS) and displays in the electronic drilling recorder system both at rig site and remotely (Fig. 6). An internet connection enables remote unit operation, monitoring, read-out, and control. Real-time health and dysfunction monitoring with remote troubleshooting can be performed along with algorithm and operation adjustment, such as changing test protocols as and when needed.

Measurements are performed at controlled pressure (currently as much as 200 psi) and temperature (currently up to 250° F.). This provides measurement at both API-recommended temperatures (120° F. for water-based mud and 150° F. for oil-based or synthetic-based muds) and at more realistic downhole temperatures (which is important for rheology, where temperature has a larger effect than pressure). The current base set of measurements include viscosity parameters (at 600, 300, 200, 100, 6, and 3 rpm values), plastic viscosity, and yield point for a Bingham Plastic or alternative fluid behavior index, consistency index, and yield stress for a yield power-law fluid. Flow measurements include critical Re, turbulent friction factor, pressurized density, and oil-water ratio.
Measuring pressurized density is particularly important, as atmospheric density can lead to erroneous values due to mud aeration. Inaccurate density determination can induce lost circulation and well control problems when actual densities are respectively either lower or higher than expected. A small discrepancy between AMS density and regular mud density is observed in Fig. 6 because AMS density was obtained at elevated temperature whereas regular mud density was taken at lower atmospheric temperature.
Field data is being generated from the first operational application of AMS. Pioneer Natural Resources started a field trial at the beginning of 2021 in the Permian basin. Objectives of the trial were to build and implement the AMS unit, demonstrate its viability in the field in a low-cost land-based drilling environment with a high level of uptime, and justify the economics of the technology in that environment. Implementation was successfully accomplished with 95% uptime.
Results confirm that automated measurements can be useful in alerting for anomalous fluid-related events. A water-kick example is shown in Fig. 7. The kick happened while drilling a horizontal lateral section which was hit by a fracture from a nearby hydraulic fracturing operation. Incursion of water into the oil-based mud system led to an inversion to water-continuous phase in the oil-water emulsion drilling fluid and increased all rheological readings caused by viscosity changes associated with changing oil-water ratio. This contamination event required mud dilution to reestablish optimum fluid properties.

The main operational issue raised during the field trial was unclear identification of the responsible party for minor maintenance at the site from local ownership of the AMS equipment rather than ownership by the rig contractor or operator. An important role could be played here by the rig contractor taking responsibility for local upkeep and maintenance with remote health-monitoring support.
References
- Gul, S., Erge, O., and van Oort, E., “Frictional pressure losses of Non-Newtonian fluids in helical pipes: Applications for automated rheology measurements,” 103042, Journal of Natural Gas Science and Engineering, Vol. 73, January 2020.
- Gul, S. and van Oort, E., “A machine learning approach to filtrate loss determination and test automation for drilling and completion fluids,” 106727, Journal of Petroleum Science and Engineering, Vol. 186, November 2020.
- Gul, S. and van Oort, E., “Automated real-time solids content and salinity analysis of well construction fluids using in-line XRF measurements,” 104042, Journal of Natural Gas Science and Engineering, Vol. 94, June 2021.
Acknowledgement
The authors would like to thank Bobby Dale, James Sisson, Joey Raymond, William Lamb, Jimmy Silvas, Ramon Gonzalez and Wesley Roden with Pioneer Natural Resources for their advice and support. We also thank the sponsors of the Rig Automation and Performance Improvement in Drilling consortium at University of Texas at Austin, which funded some of the fundamental fluid technology development and Mohamed El Zein and Hamad Aldin with Metarock who worked on the mudskid with MRL.
The authors
Eric van Oort ([email protected]) is J.J. King Chair of engineering at the University of Texas at Austin, and chief executive officer (CEO) of SPYDR Automation. He holds a PhD (1990) in physical chemistry from the University of Amsterdam. He is a member of the Society of Petroleum Engineers (SPE).
Munir Aldin ([email protected]) is the founder and CEO at MetaRock Laboratories in Houston. He holds an MS (1990) in electrical engineering and computer science from the University of Texas at San Antonio. He is a member of Institute of Electrical and Electronics Engineers, SPE, and Association of Records Managers & Administrators.
Chris Mullin ([email protected]) is a drilling engineer at Pioneer Natural Resources Co. He holds a BS (2011) in petroleum engineering from Texas Tech University. He is a member of SPE and American Association of Drilling Engineers.
Sercan Gul ([email protected]) is a drilling engineer at Pioneer Natural Resources Co. He holds a BS (2014) and MS (2017) in petroleum engineering from Middle East Technical University, Ankara, Turkey, an MS (2021) in statistics, and a PhD (2021) in petroleum engineering from The University of Texas at Austin. He is a member of SPE and Society of Petrophysicists and Well Log Analysts.