Advanced control improves German aromatics operation
Gelsenkirchen, GermanyTim Morrison, Klaus Röbetaler, Michael SugarsPavilion Technologies Inc.
Austin Implementation of an advanced control project improved the performance of Veba Oel GmbH's Gelsenkirchen, Germany, aromatics unit No. 5 (Fig. 1).
The project used Pavilion's Process Perfecter multivariable predictive controller and Pavilion Technology's Virtual On-line Analyzer (VOA) to predict process properties.
These two tools have significantly reduced the standard deviation of important controlled variables and increased the ease of operation at the Gelsenkirchen site. Prior to having the tools, operators had to pay significant attention to columns' operations. Today, they can devote more attention to other equipment in the plant.
By reducing the variance of key variables by as much as 70%, the project increased the stability of the aromatics process. Increased stability, in turn, increased capacity by 5% and reduced operating costs.
As well as process optimization, the project in the aromatics unit included controls on hydrogenation reactors, gasoline-fractionation columns, and extractive distillation columns. This case study is the first model-based predictive control application for a Lurgi AG Distapex extractive distillation system.
Veba and Pavilion built an optimization model by combining empirical, steady-state controller models of the individual units instead of building a detailed first-principles model. The optimization determines targets for the controlled variables of the Process Perfecter based on throughput and prices of the feedstock, byproducts, and benzene product.
These models and optimization tools assist plant management adjust optimal setpoints of controlled variables based on current market conditions.
Based on the success in the aromatics unit, Veba Oel implemented these applications in a follow-up project on the C3/C4/C5 distillation section and the C3 splitters of the associated olefins unit No. 4.
Plant process
Veba Oel's aromatics No. 5 and olefins No. 4 units are the newest petrochemical units at the Gelsenkirchen site. The aromatics unit recovers benzene product out of the pyrolysis gasoline from the associated olefins unit.
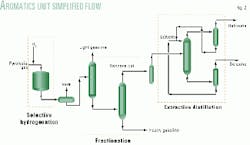
Fig. 2 shows a simplified flow of the aromatics unit. Outside of the extracted benzene, the remainder of the pyrolysis gasoline leaves the aromatics unit as light and heavy gasolines and a nonaromatic raffinate.
From the aromatics unit, these products are sent to gasoline blending or are recracked in the olefins unit, depending on market conditions.
The aromatics process consists first of selective hydrogenation to reduce the styrene content of the pyrolysis gasoline. There are two reactors, one of which is in service at any given time.
Selective hydrogenation precedes fractionation, which separates the feed into heavy gasoline, light gasoline, and benzene cut streams. The benzene cut is the benzene-rich stream containing the components with a boiling range similar to benzene. Fractionation occurs in two columns in series; the benzene cut leaves from the top of the second column.
The benzene content of the light and heavy gasoline streams is maintained below maximum aromatics specifications of gasoline to meet gasoline-blending requirements.
The benzene cut is further hydrogenated and sent to the Distapex unit. In the extractive-distillation column, the benzene cut is contacted with a solvent that is selective for aromatics. The nonaromatic components leave the top of the extractive column as vapor and go to the raffinate column.
This column separates the raffinate (nonaromatics) from any trace solvent. The raffinate-column bottoms product returns to the extractive column. Some of the raffinate returns to the extractive column as reflux.
The benzene-stripping column separates the benzene and solvent stream from the bottom of the extractive column in a vacuum environment. The benzene stripping column bottoms return to the top of the extractive column.
Goals; problems
Veba Oel initiated this project with Pavilion with the primary goals of increasing capacity and reducing specific variable costs. It also hoped to increase the process stability over a wide range of operating conditions, since this process required considerable operator attention.
In reality, these goals go hand in hand. Any process that is difficult to hold at steady conditions will end up operating at very conservative conditions. This results in excess energy consumption, lower recoveries, and lower reactor yields.
Since most capacity limitations are directly related to energy consumption, the process will also have a lower capacity. Thus, a control application that allows setting appropriate targets and makes it easier to operate the process at those conditions will almost automatically result in reduced energy consumption, higher recoveries, and higher capacity.
The extractive distillation column in particular required a considerable amount of the operators' attention. The target nonaromatics content in the benzene was typically much lower than necessary because it was difficult to maintain a set target.
The operators used a peak sensitive temperature in the profile as an indication that its low target for the nonaromatics content, that is, for methylcyclohexane (MCH), in the benzene product had been met. A significant drop in the peak temperature occurred frequently and indicated a later increase in MCH content if no action were taken.
To prevent this increase of MCH, the operator made large adjustments of up to 15% to the solvent flow or reboil flow of the extractive distillation process. This resulted in an increase of the benzene loss in the raffinate and a period of unsteady operation.
Single package
Process Perfecter is Pavilion's unified modeling, multivariable control, and optimization software package. The functions for data analysis and preprocessing, linear and nonlinear steady-state model and dynamic-model identification, multivariable controller development, and optimization are unified in one common graphical package.
Once the process data are imported, the one software package performs all data handling, modeling, and controller building. The software uses preprocessing tools to analyze the data graphically and numerically for parameters such as distribution and statistics, correlations, and time response.
In addition, the data preprocessing features allow removing outliers, adding filters, generating intermediate calculations, and merging data collected at different times (such as lab samples with process data). After preprocessing the data, the software models the process using neural networks, linear regression, or a combination of both, as the application dictates.
All of the models are empirical, generated from process data. They are used as inferential variables in multivariable control or in optimization applications.
Process Perfecter uses a dynamic model combined with a steady-state model in the control and optimization calculations. The dynamic models are typically derived from plant-step tests. They represent the time response between each manipulated and controlled variable pair.
The steady-state models are usually derived from a combination of historical data and plant-test data. The steady-state models are usually based on a neural network.
The use of a nonlinear steady-state model allows the Process Perfecter to handle problems that are nonlinear as well as linear.
The data from VOAs are neural network-based inferential variables. Whereas the Perfecter steady-state models are based strictly on the controller's manipulated variables and disturbance variables, VOAs typically use state variables such as temperatures and ratios to improve the prediction by accounting for unmeasured disturbances.
The properties predicted from VOAs are used as controlled variables in the Perfecter application. The controller treats the VOAs like any other sensor in its control calculations.
Project implementation
The project steps included preliminary design, plant testing, data collection, modeling, and commissioning.
Project engineers interviewed plant personnel to determine how the plant was operated, what particular difficulties were encountered, and what their primary goals of operation were. These interviews included operators and plant engineers.
From the information obtained in these interviews and review of preliminary data, the project team developed a functional design. The primary goal in the design of the applications was to provide meaningful targets for operation that would achieve the operating goals of the plant. The project team also wanted to address operational difficulties identified in the interviews.
After finalizing the functional design, the project team ran plant tests to get the process dynamics and to move the plant into conditions in which the operators did not typically operate. The team gathered data during the step tests as well as during non-testing periods. Veba and Pavilion used these data to build controller and VOA models.
The application for the hydrogenation reaction maintains the target outlet styrene and reactor pressure. The process must be maintained on specification because controlling the effluent is the ultimate goal. Operating the reactor at the highest allowable pressure maximizes hydrogen partial pressure.
The effluent styrene content can then be maintained at target while the reactor is operating at the lowest possible temperature. These conditions, in turn, extend catalyst life.
The application on the gasoline fractionation columns maintains the benzene content in the light and heavy gasolines at target. It minimizes giveaway while meeting the blending requirements.
The application also maintains the MCH content in the benzene cut at a target, making the feed to the Distapex section more consistent. Controlling the separation in the gasoline-fractionation columns maximizes the benzene content in the benzene cut, reducing the raffinate in the Distapex feed.
The extractive distillation application primarily controls the MCH content in the benzene product and the benzene content in the raffinate. It also maintains the column's peak temperature profile. These controls stabilize the extractive column and improve the impurity levels in the product compositions by rejecting disturbances faster.
Control of the benzene content in the circulating solvent also supports composition control while minimizing overstripping of the solvent. Operators can also use reflux ratios on the extract and raffinate columns to reduce energy consumption.
Some of the dynamics for the product analyses are quite long. The MCH in the benzene cut from the gasoline fractionation section, for example, is measured far downstream at the feed to the Distapex unit. Control performance for these analyses is enhanced by using VOAs based on column conditions to detect changes in composition sooner than they are seen in the analyzer.
The calculated composition is used as the controlled variable in the multivariable controller. This method allows a faster response. Since the analysis is ultimately the critical variable, the VOAs are updated from the on-line analyzers.
Performance
Benefits of these two applications are reduction in process variance, stabilization of the process, and increase in operable capacity.
The standard deviation of the styrene in the selective hydrogenation reaction effluent has been reduced by about 70%.
In a comparison of two run times of Reactor No. 2, the average operating pressure has been increased by 4 bar. Each run of catalyst is somewhat different, depending on feed quality and rates. It is therefore difficult accurately to estimate the effect this has had on catalyst life. The last run of Reactor 2 was 80% longer than the previous one, however. The run length for Reactor 1 was 13% longer.

Fig. 3 shows before and after performances as well as the relative run lengths for Reactor No. 1. The styrene content shows a lower standard deviation at the reactor outlet during the reactor run after the Perfecter implementation. Additionally, the specific hydrogen consumption has decreased by 6%.
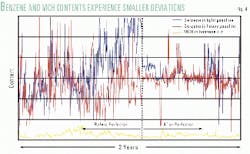
In the gasoline-fractionation section, the standard deviation in MCH content of the benzene cut has been reduced by 40%. The standard deviations of the benzene contents in light and heavy gasolines have been reduced by 50% and 25%, respectively. The performance before and after implementation is shown in Fig. 4.
The Perfecter application also stabilized the extractive distillation column. While the operators still cannot completely turn their backs on it, the column runs much more independently.
The MCH content in the benzene can now be set at desired values over a wide range, and the target for benzene in the raffinate can be set at any desired level. Consequently, the process now operates closer to the specification limit of MCH in the benzene.

Fig. 5 shows the performance of the MCH content before and after implementation. Note that the average MCH content has been increased 120%, thus reducing the separation required. At maximum rates, the difficulties with system stability are still there.
Based on a comparison of two 30-day high rate runs, however, the capacity of the aromatics unit has increased by 5% since the Perfecter applications were implemented.
The authors-

Hilmar Bischof is area manager of Veba Oel's Gelsenkirchen petrochemicals site. He has been involved in the planning and optimization of petrochemical operations and technology for 15 years. Bischof holds a PhD in physical chemistry from the Johannes-Gutenberg University, Mainz, Germany.

Thomas Pelster is a plant engineer for Olefins unit No. 4 and Aromatics unit No. 5 at Veba Oel's Gelsenkirchen petrochemicals site. He is responsible for plant optimization, investigations, and troubleshooting. Pelster holds a degree in chemical engineering from Ruhr University of Bochum, Germany.

Tim Morrison is a senior consultant at Pavilion Technologies Inc. Previously, he worked as a process engineer for Shell Chemicals Ltd. and as a project engineer for Setpoint Inc, now Aspen Technology Inc. Morrison holds a BS in chemical engineering from Tulane University, New Orleans.

Michael Sugars is a senior consultant at Pavilion Technologies Inc. Previously, he worked with Eastman Chemical Co. Sugars holds a BS in chemical engineering from Texas A&M University, College Station.