P. 4 ~ Continued - Gas plant improves C3 recovery with Lean Six Sigma approach
Displaying 4/5
View Article as Single page
Improvement
Following the recommendations of the Lean Six Sigma assessment on the low C3 recovery in NGL products, an implementation plan was carried out, the "Improve" phase of the Lean Six Sigma methodology.
First, the team wanted to confirm that the higher pressure drop in the chiller was caused by solid-particle accumulation. The opportunity came during turnaround and inspection of the Khurais gas train. An inspection of the chiller tubes' condition confirmed blockage in the tubes, and a sample of solid particles was collected for laboratory analysis. That analysis indicated the presence of iron-based materials, which originated from corrosion in the system.
The inspection team then removed these solid particles and returned the chiller to service. Improvement in the performance was noticeable but not sustainable. The team then focused on improving the propane refrigeration system itself, where the team implemented recommendations to improve the propane circulation rate and pressure setting of the propane refrigeration system.
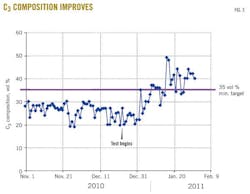
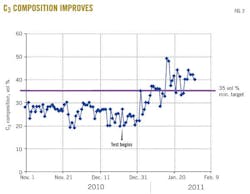
After the plant performance test of almost a month from the end of December 2010 to the end of January 2011, a large increase in C3 purity of the NGL products was noted (Fig. 3). It also demonstrated that the composition of C3 even exceeded the minimum target of 35 vol %.
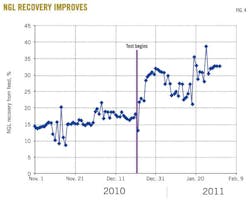
Similarly, as shown in Fig. 4, NGL yield from the Khurais gas train increased notably, corresponding to an increase in C3 purity. The yield had increased from around 16% recovery (average) initially to almost 27% recovery (average) after the improvement.
Implementation of the recommendations from the Lean Six Sigma methodology had successfully resulted in the following actual findings from the test:
• NGL yield increases by 70%.
• An increase in C3 composition in NGL to 35-40 vol % from 25 vol %.
• Relatively leaner sour-gas export, which minimizes liquid condensation in the gas pipeline.
Sustaining performance
Following this success, the team embarked on the "Control" phase in the Lean Six Sigma methodology. Its objective was to sustain the optimum performance of the Khurais gas train by continuous monitoring.
In fact, the team believes that to sustain optimum performance is the most challenging aspect in the process improvement initiative. But a concerted effort to sustain performance together with a better understanding of the process has made process monitoring with the existing process control system run smoothly. The train has achieved a stable optimum performance.
As for the long term, the team is considering installing an advanced process control system to carry out the process optimization on line. The team is working with the APC vendor to evaluate installing such a system.
The Khurais gas train has been able to sustain optimum performance, while continuously producing much higher NGL yield for the company.
Some lessons learned from this initiative are:
• Problem solving requires a very good understanding of the issues.
• The Lean Six Sigma methodology addresses issues in a systematic way through use of actual data supported by sound technical analysis.
• Efforts should be made to avoid looking at problems in silos.
• All achievements came without incurring additional cost to the organization. (Lean Six Sigma is carried out in-house without reliance on external consultants.)
Displaying 4/5
View Article as Single page