Coordinated efforts allow drilling through highly depleted sand

With up to a 13,000-psi differential pressure, BP successfully drilled through a depleted sand in a South Louisiana well. Its close attention to operational procedures avoided stuck pipe and unmanageable mud losses.
The procedures used reduced total drilling costs by avoiding downtime associated with a high-pressure differential and by managing the sand without having to run larger casing.
BP has encountered only one instance of mechanically stuck pipe associated with the depleted sands in the last four wells drilled.
Drilling the trend

BP and its predecessors have been drilling Louisiana's Tuscaloosa trend for more than 20 years (Fig. 1).1 Judge Digby field continues to be one of the most prolific in the trend, with current production of more than 230 MMcfd. The trend produces from sands at 19,500-22,500 ft with 14,300-16,400 psi initial pressures, 350-400° F. reservoir temperatures, and 1-20 md average permeability.
Recent activity has centered on developing deeper pay sands in wells with some upper sands that have been depleted to bottomhole pressures as low as 3,700 psi (Fig. 2). In drilling these wells, the mud overbalance has been as great as 13,000 psi because 16-ppg muds are required through the formations next to the pressure-depleted sands.
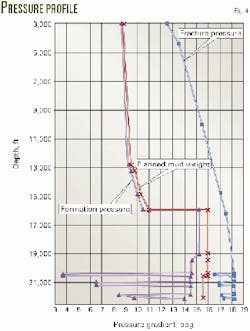
These wells have contributed to a re-evaluation of fracture gradients in depleted reservoirs.2 Figs. 3 and 4 illustrate a typical wellbore and pore-pressure plot in the Judge Digby field.
The successful drilling of the highly depleted sands requires a coordinated effort at the rig site. When BP uses a new rig in the trend, it holds a specialized training course to familiarize the rig crew with the field before spudding the well. The crew reviews potential problems and the methods and procedures for minimizing the problems.
For example, the course reviews the most effective method to break circulation while imposing minimal surge pressure. The team also reviews the consensus first action to be taken in the event of a particular problem. Therefore, it is not left up to only the driller to choose how to address a tight hole or increasing drag. The entire team is aware of how their actions and responsibilities will contribute to the well plan.
BP also holds hole-section spud meetings with the crews because the most critical and difficult part of the well plan is likely to be months after the prespud training. These meetings review lessons learned before encountering a problem section in the well.
The crews discuss the consensus first actions in daily pretour meetings because BP found a direct correlation to stuck-pipe problems and crew change. The pretour reviews make sure that the new crew is aware of the hole conditions and the problems that may be encountered. An option would be to set casing across the sands if the depleted sands could not be effectively drilled.

The typical casing program (Fig. 3) requires setting 11 7/8-in. casing to 16,000 ft and a 9 5/8-in. liner in the upper portion of the depleted interval.
But if one uses a 7-in. liner for the first depleted sand, only a 6-in. hole with a 4 1/2-in. liner is available for the remaining sands. Larger casing, which would allow running a 16-in. intermediate string, might increase costs by more than $5 million.
Planning and staging the wells would be a significant challenge with the one-of-a-kind tubulars and bits for the larger pipe program.
Bit selection, performance
Bit selection is the most challenging aspect of drilling highly depleted sands.
In three recent wells with depleted formations below 20,000 ft, BP has run insert, mill tooth, polycrystalline diamond compact (PDC), diamond impregnated, and conventional diamond bits. The insert bit has been the most successful, but only when optimum hydraulics were maintained.
The formation appears to have a plastic nature when the hydrostatic overbalance exceeds 10,000 psi. Because of this, it is difficult for bits to bite into the formation and lift cuttings from the bottom of the hole.
For example, BP drilled Well A with three diamond-impregnated bits on turbines. Mud flow rate was 375 gpm and the bit rotated at more than 600 rpm. But it was not possible to develop enough friction between the depleted sand and bit to wear away the bit matrix to expose the diamond cutters.
Penetration rates, thus, were unacceptably slow and bit runs were short.
The turbine stalled when weight on bit was increased to try to increase the bit's bite. At lower weights, the plastic formation deformed, preventing effective drilling.
An insert bit drilled only 9 ft in 15 hr when it was run in the same formation as the impregnated bit. Again, it is theorized that the inserts deformed the plastic formation, but could not fail the rock.
The next run consisted of a PDC bit that drilled at 1.3 fph for 84 hr. Finally, a mill-tooth bit drilled 128-in. in 45 hr to penetrate the depleted sand.
BP had more success in drilling Well B through a depleted sand. In the well, the drillstring became stuck during pulling out of the hole near the base of the sand. This allowed the team to try a new approach for drilling the same sand in a sidetracked hole.
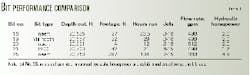
Table No. 1 lists the bits in the original hole and sidetrack. Bit No. 25 is in the sidetrack.

The sidetrack used the same type and brand of insert bit; however, three changes were made. These changes included having two instead of three nozzles,3 using extended nozzles (Fig. 5),4 and increasing the hydraulic horsepower.
The increased hydraulic horsepower and the establishment of cross flow at the formation with the blank jet appear to have improved hole cleaning and lifting of the cuttings even with a 25% reduced mud flow rate. The better hole cleaning significantly improved bit performance.
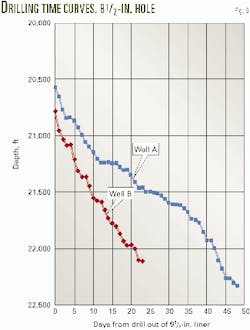
The drilling time curves (Fig. 6) for the production hole sections illustrate the gain in bit performance between Wells A and B.
Operational issues
To reduce the potential of differential sticking, BP designs the bottomhole assemblies (BHAs) to have a minimal number, three or four, drill collars. This is a sufficient number for obtaining a predictable directional response. Heavy-weight drill pipe, therefore, provides most of the weight on bit.
The jars in the BHA, run in compression, are placed close to the potential stuck point in the sand at the bottom of the hole.
At times, BP has included two sets of jars in the event that the pipe sticks above the lower jars while the pipe is still.
In the Tuscaloosa formation, packed assemblies are common for minimizing hole deflections. Full gauge or 1/16-in. undergauge integral-blade stabilizers have encountered high torque in depleted sands. Roller reamers, undergauged by 1/16 in., therefore, have been run in 81/2-in. or greater hole size to provide wall stand-off and directional control with lower torque.
BP uses a minimal logging program when working in highly depleted sands because penetration rates clearly show sand boundaries. One should consider logging before encountering the highly depleted sands.
This will minimize the time between drilling a highly depleted sand and running casing across it.
The need for padded tools must be weighed against the increased likelihood of sticking the logging tools. Porosity data are more critical than resistivity data because reservoir properties must be known to attain greater depletion. Occasionally, a resistivity log must be run for evaluating potential water encroachment.
Keeping the tools moving is the key for preventing logging problems. Repeat log sections should be run in the non-depleted section of the hole. Ideally, the tool should not be stopped once it has tagged total depth and is being pulled out.
Stuck pipe because of differential pressure can be avoided by moving the pipe continually. To do this, BP uses a rented top-drive to reduce the number of connections.
Although top drives are standard on offshore rigs, the units have not been used widely on land rigs in the US.
A rotating mouse hole also aids the handling of drill pipe out of the critical path. It reduces the need to stop the pipe while in the open hole.
The rig crews have become proficient at rotating connections. When making a connection, the crew sets the slips and keeps the pipe stationary only while it breaks the top-drive connection. As soon as the pipe is loose, it is kept moving with the rotary.
After the crew connects the top drive to the next stand, it stops the rotary only long enough to torque up the connection. It then pulls the slips and continues the rotation. The floor hands must be trained and must pay close attention in avoiding the turning rotary while working the pipe.
BP drills the Tuscaloosa formation with drill pipe doubles and uses a kelly pup joint with the top drive.
This procedure allows the bit to be picked up off bottom to make a connection. Without the kelly, the bit likely would be on bottom in compression after losing the pipe stretch and jar travel.
Mud system
BP uses an oil-based mud to drill the Tuscaloosa formation primarily because of the 380-400° F. formation temperatures. The high temperatures keep the oil mud thin and less viscous. If one used water-based mud at these high temperatures, the mud would tend to thicken and dehydrate. The resulting filter cake would create surge pressures while tripping in hole.
Oil-based mud remains stable for days without circulating. This is critical for evaluating the hole and running in the production liners. This mud provides lubricity to reduce hole sticking and wall drag, and its thin filter cake minimizes any mud-associated surge pressures while tripping in hole with a drilling assembly or a liner.
The primary advantage of the oil-based mud relative to the depleted sands is its stability and minimal gel strengths. The key is for the mud properties to minimize the surge pressures on trips and when breaking circulation.
BP keeps frac tanks, holding up to 1,000 bbl of excess mud, on location in the event of lost circulation while drilling the depleted sands.
Lost circulation material (LCM) has minimized mud loses to the depleted formations. BP keeps a mixture of fiberous LCM sizes on location and has successfully used it to seal off mud loses to sands with up to 13,000-psi overbalance.
In one well, Well A, with the highest differential pressure, circulation was lost at the base of the depleted sand. The well lost 1,000 bbl of mud before the LCM sealed off the sand sufficiently to permit drilling into a shale and running and cementing a drilling liner. Larger bit jets are preferred in the event LCM needs to be spotted.
Field experience with long-chain polymer pills has been mixed. Four such pills recently were used in a 20-year old well that was being deepened below a 7-in. liner. The most depleted field sand had been produced through the liner and its open perforations needed to hold a 16-ppg equivalent (ppge) mud weight. Initially, the perforations failed at 15.6 ppge and 400 bbl of mud were lost.
Placement technique was key to a successful pill that was tested to 16.3 ppge. The pill was bullheaded into the formation and it exited the bit just above the perforations.
Bullheading must be done as soon as possible after getting the plug to the formation; otherwise, the formation temperature activates the polymer to form links between the polymer.
The earlier plugs that eventually broke down were circulated opposite the perforations with a bit below the perforations. Bullheading was not attempted until the pipe was pulled above the polymer plug.
The plug was thought to have linked in the pipe, and the volume displaced into the formation was limited.
Casing, cementing
In an 8 1/2-in. hole through depleted sands, BP usually runs a 7-in. liner. The production tie-back has a 5/8-in. OD, so that the 81/4-in. OD tie-back sleeve is the largest part on the production liner.
BP does computer simulations to estimate liner running speeds based on pipe dimensions and mud properties.
Typical speeds through the objective sands are 3-5 min/stand.
The casing always is run as a liner. The liner is advantageous because of the option to squeeze cement from above to isolate the formations in the event circulation is lost during cementing.
This cannot be done with a full casing string. A left-hand set squeeze packer is recommended whenever there is a potential for major mud loses.
Setting the packer moves any mud loses from the annulus to the drill pipe ID. If one sets the liner with 5-in. drill pipe in 81/2-in. ID casing, a 1,000 ft hydrostatic column has a 46-bbl volume in the annulus compared with a 17-bbl volume in the drill pipe. The smaller drill pipe volume minimizes system contamination if the pipe must be filled with water to reduce the hydrostatic pressure and end the mud losses.
A packer in place improves the quality of cement that enters the overlap by reducing contamination whenever the liner overlap must be squeezed to stop the loses.
The packer also minimizes the potential of cement going into the wrong place.
BP centralizes the liner with a mixture of rigid blade and bow-spring centralizers. It designs the cement to have low fluid loss and be stable so that the cement develops compressive strength quickly.
The low fluid loss minimizes seepage to the depleted sand and limits the filter cake that could cause bridging.
Viscosity considerations must be weighed against potential settling and the need for efficient mud removal. A thin cement, which does not bridge off and lose circulation, will channel through the mud and not obtain the required formation isolation.
BP also performs a computer simulation before the cement job. This simulation matches the displacement rate to the pipe profile, mud, spacer, and cement properties.
References
- Shaughnessy, J.M., and Locke, H.A., "20-Plus Years of Tuscaloosa Drilling: Continously Optimizing Deep HTHP Wells," Paper No. IADC/SPE 59181, February 2000.
- Alberty, M.W., and McLean, M.R., "Fracture Gradients in Depleted Reservoirs-Drilling Wells in Late Reservoir Life," Paper No. IADC/SPE 67740, March 2001.
- Tsai, C.R., and Robinson, L.H., "Improve Drilling Efficiency with Two Nozzles and More Weight-On-Bit," Paper No. IADC/SPE 11410, 1983.
- Chia,R., and Smih, R., "A New Nozzle System To Achieve High ROP Drilling," Paper No. SPE 15518, 1986.
The authors

John Shaughnessy has been a drilling engineer with BP and Amoco for 23 years. He has extensive drilling experience along the Gulf Coast including deepwater. Shaughnessy has a BS in chemical engineering from the University of Pittsburgh.

Ron Fuqua is a drilling advisor (field superintendent) in the BP Tuscaloosa Asset, Livonia, La. He previous worked for Amoco in both production and drilling. Fuqua has a BS in education from the University of Southern Louisiana, Lafayette.

Louis Romo is a drilling engineer on BP's Tuscaloosa team. He previously worked as a petroleum engineer for Boots & Coots International Well Control. Romo has an ME in petroleum engineering and a BS in Geophysics from Texas A&M University.
Based on a paper prepared for the SPE/IADC Drilling Conference, Feb. 27-Mar. 1, 2001, Amsterdam.